كيف تصنع الدفاتر. إنتاج الكتب المجلدة. التجميع اليدوي
السؤال رقم 1. اذكر المراحل الرئيسية لصنع دفاتر ملاحظات بسيطة. تكنولوجيا دفع الألواح والعوامل المؤثرة على دقة وأداء الدفع.
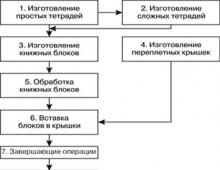
صنع دفاتر ملاحظات بسيطة
رسم تخطيطي لمنشورات TBPP في الغلاف
رسم تخطيطي لمنشورات TBPP في غلاف ملزم

تحتوي تسميات معالجة المنتجات المطبوعة المغذية بالورق إلى منشورات كتب، بما في ذلك عمليات التشطيب وتجليد الكتب، على أكثر من 70 عملية مختلفة ضرورية لتحويل المطبوعات إلى وحدات تعبئة للمنتجات الرئيسية لدور طباعة الكتب. اعتمادا على الحجم والتصميم ومستوى التصميم الفني والطباعة ومتطلبات القوة والمتانة، يمكن أن يختلف عدد وتكوين العمليات بشكل كبير، ولكن يمكن تجميعها جميعا في سبعة أو ثمانية مجمعات من العمليات المتسلسلة، والتي عند مستوى معين المرحلة، في وجود المواد المصدر وتراكم المنتجات شبه النهائية يمكن تنفيذها بشكل مستقل. في مؤسسات الطباعة الكبيرة، من أجل تحسين تنظيم الإنتاج، يتم فصل هذه المجمعات إلى ورش عمل أو أقسام ورشة عمل كبيرة، وفي الكتاب المدرسي يتم تجميعها في أقسام، مما يساهم في استيعاب محتوى الانضباط TBPP و مفهوم "التكنولوجيا" ذاته: إنها ليست مجرد مجموعة من طرق المعالجة، وتغيير خصائص وأشكال المواد أو المنتجات شبه النهائية في عملية الإنتاج، ولكنها أيضًا قائمة صارمة وتسلسل للعمليات، والإزالة وإعادة الترتيب، والتي يمكن أن يؤدي إلى فقدان خصائص المستهلك الهامة للمنتج، وفي عمليات تجليد الكتب - طبعة كتاب.
إن إكمال كتلة كتاب ليس من أوراق فردية، ولكن من دفاتر الملاحظات ليس فقط بمثابة تكريم للتقنية القديمة لتجليد الكتب المكتوبة بخط اليد والكتب المطبوعة المبكرة، ولكنه أيضًا ضرورة تكنولوجية. يتيح لك إنتاج الكتب المجمعة من دفاتر الملاحظات، وليس من الأوراق الفردية (الفصوص)، تقليل كثافة اليد العاملة واحتمال حدوث أخطاء عند تجميع الكتلة، واختيار طريقة التثبيت والمعالجة التي تضمن قابلية فتح جيدة وقوة عالية ومتانة من الكتاب. من الممكن تقنيًا واقتصاديًا تأليف مجموعات كتب من 32 و16 و8 صفحات تسمى دفاتر ملاحظات بسيطة، والتي يتم الحصول عليها على التوالي من خلال الطي المتماثل المتعامد بأربعة وثلاثة وثنائية، حيث يضمن ذلك الحد الأدنى من الوقت وتكاليف العمالة. في كتل عمليات التصنيع، تتيح لك القوة العالية لتثبيت الخياطة والجودة الجيدة للمعالجة الميكانيكية للعمود الفقري، والاستخدام الكامل للإمكانيات التكنولوجية لآلات الطباعة والحد الأدنى من التكاليف في عمليات ما قبل الطباعة، الحصول على أقصى قدر من القوة والمتانة للكتب.
إن إنتاج دفاتر الكتب البسيطة من المطبوعات التي يتم الحصول عليها على آلات الطباعة بالورق يشمل عمليات دفع وتشذيب وتقطيع الأوراق إلى قطع، وطي الدفاتر وكبسها وربطها وتخزينها حتى تصبح جميع الأجزاء الهيكلية لكتلة الكتاب جاهزة للطباعة. مزيد من المعالجة.
دفع الأوراق
تتم محاذاة حواف مواد الألواح والمطبوعات المختلفة على طول طرفين متجاورين للمكدس من أجل زيادة موثوقية مغذيات آلات الطباعة والتشطيب والطي وجودة منتجات آلات قطع الورق ذات السكين الواحد. يعد ذلك ضروريًا في الحالات التي يكون فيها نقل الأوراق في المكدس بسبب التشغيل غير الدقيق لجهاز الاستقبال والإخراج لآلات طباعة قطع الورق وتغذية الورق أو النقل غير المهم يتجاوز التفاوتات المسموح بها لمقدار إزاحة الورقة للتشغيل المتواصل مغذيات لتنسيق ودقة قطع المواد والمنتجات الورقية. يتم تصادم الورق غير المطبوع والمطبوعات ومواد الربط المختلفة قبل الطباعة والتشطيب والتقطيع والطي.
تكنولوجيا الاصطدام
يتم دفع الألواح يدويًا باستخدام آلات دفع نصف أوتوماتيكية وأنظمة معقدة آلية، والتي تشمل آلة دفع. يتم إجراء دفع الأوراق يدويًا على طاولة أفقية ذات سطح مستوٍ وسلس، ويكون عرضها أكبر قليلاً من قطري الأوراق التي تتم معالجتها. عند الدفع يدويًا، ينقل العامل كومة صغيرة (سهلة الاستخدام) من الصفائح من البليت إلى طاولة الدفع، باستخدام تقنيات خاصة لتشكيل "مادة تشحيم الهواء" بين صفائح الكومة، وينشر الكومة بـ " سلم"، يقوم بتسويته بضربات ناعمة على سطح الطاولة بالتناوب على طول حواف الزاوية الصحيحة، ثم يقوم براحة يده بإزاحة الهواء بين الصفائح ووضع الكومة على طاولة التغذية أو آلة القطع أو على آلة أخرى البليت. في الكومة المتصادمة، يتم تحديد الحواف الصحيحة بقلم رصاص ملون، أو، إذا كان الورق مخصصًا لطباعة الأغلفة والبطاقات البريدية، عن طريق قطع الزاوية الصحيحة حتى 10 مم من قمتها. عند إغلاق الجانب الأمامي من الورقة، يتم تحديد الزاوية الصحيحة بعلامة خاصة - شريط ضيق يصل طوله إلى 3 أمتار مربعة. على الحافة الجانبية للورقة. تشكل العلامات الموجودة في القدم شريطًا واضحًا على الوجه النهائي.
من خلال الدفع اليدوي، يكون عمل العامل شاقًا وغير منتج: فهو يرفع ويخفض كل رزمة من الورق على سطح الطاولة من 2 إلى 6 مرات، ويعالج ما يصل إلى 4 أطنان من الورق في كل وردية عمل. في مؤسسات الطباعة الصغيرة والمتوسطة الحجم، يتم استخدام آلات التجميع البسيطة في التصميم وبأسعار معقولة في عملية التجميع. تحتوي هذه الآلة على قاعدة ضخمة وطاولة ذات مصدتين منخفضتين على الحائط ونظام نفخ الألواح ومحرك كهربائي يضمن اهتزاز الطاولة أثناء عملية الدفع. عند العمل، تتخذ الطاولة وضعية مائلة، ويتم محاذاة الصفائح، بفضل تشحيم الهواء وجاذبيتها، مع الجدران الجانبية. يجب أن يتم تحميل آلة الدفع في أكوام صغيرة، لأنه مع كتلة كبيرة من المكدس، يتم تقليل كفاءة تضخم الألواح بشكل كبير، ويزيد وقت محاذاة الألواح على طول الجدران الجانبية. تستخدم مؤسسات الطباعة المتوسطة والكبيرة الحديثة أنظمة معقدة آلية تخدم عمليات التجميع والقطع وجميع عمليات المعالجة ذات الصلة.
بعد التجميع، يجب عد الأوراق والمطبوعات وتكديسها في أكوام من 500 ورقة على منصات في أكوام لا يزيد ارتفاعها عن 1.6 متر، ويجب فصل الأكوام عن بعضها البعض بشرائط من الورق الملون لتقدير حجم العمل مكتملة وكمية الورق المتاحة أو المنتجات شبه المصنعة.
يتم تقييم المنتجات الورقية وشبه المصنعة بعد تصادمها بناءً على مؤشر جودة واحد - دقة التصادم. يجب أن يتم تصادم (محاذاة) الأوراق الموجودة في الرصة بدقة، مع تفاوت يبلغ 3 مم للورق و4 مم لتجليد الكتب. يتم تحديد دقة الاصطدام بصريًا عن طريق "نشر" القدم على طول الحواف الصحيحة.
العوامل المؤثرة على دقة الاصطدام والأداء
تعتمد دقة وإنتاجية تصادم الأوراق يدويًا وآليًا على الشكل وكثافة السطح والكثافة الظاهرية ونعومة ومحتوى الرطوبة للورق، وكذلك على متوسط قيمة الإزاحة الأولية للأوراق وحالة حوافها .
تعد الأوراق ذات التنسيق الكبير أقل ملاءمة للاستخدام، ومع تساوي جميع الأشياء الأخرى، فهي تحتوي على كتلة أكبر، لذلك يتم أخذ كومة من الورق تحتوي على عدد أقل من الأوراق للدفع مقارنة بالتنسيق المتوسط والصغير. يتم تقليل أداء الاصطدام بنسبة 17-20٪. الورق ذو الكثافة السطحية العالية، مع تساوي الأشياء الأخرى، له كتلة وسمك وصلابة أعلى، مما له تأثير مزدوج على تعقيد العملية: من ناحية، من الضروري دفع أكوام من الورق بعدد أقل من الأوراق، ولكن ومن ناحية أخرى، من السهل نسبيًا محاذاة الأوراق السميكة والصلبة على طول الحواف. لهذه الأسباب، مع زيادة كثافة سطح الورق لكل 20%، تنخفض إنتاجية دفع الورق بكثافة سطحية تزيد عن 90 جم/م2 بنسبة 5% تقريبًا. من الصعب تصادم الأوراق الرقيقة ذات الكثافة السطحية المنخفضة بسبب صلابتها المنخفضة. عند محاذاة الأوراق على سطح صلب من الطاولة أو على جدران آلة الضغط، فإن احتمالية تجعد حوافها تزداد بشكل كبير. ومع أخذ ذلك في الاعتبار، فقد تم تخفيض معايير الإنتاج الخاصة بدفع الورق بكثافة سطحية أقل من 55 جم/م2 بنسبة 17% تقريبًا. من المستحيل بشكل عام أن تتصادم أنواع الورق الرقيقة ذات الكثافة السطحية المنخفضة (على سبيل المثال، المناديل الورقية ذات الكثافة السطحية 16 جم/م2)، ويتم تسويتها عن طريق الضغط على كل ورقة على الإبر.
تنزلق صفائح من الورق المصقول والمطلي بنعومة عالية فوق بعضها البعض بشكل جيد وتتصادم بسهولة. لا يمكن دفع الورق عالي الصقل بنعومة تزيد عن 300 ثانية والورق المطلي قبل التشذيب والتقطيع على الإطلاق، ولكن يمكن محاذاته عن طريق دفعه في اتجاه وحدة التغذية والتوقف عند وضع الرزمة على طاولة آلة قطع الورق ذات الشفرة الواحدة .
زيادة رطوبة الورق تجعل من الصعب دفعه، لأن ذلك يقلل من صلابته ويزيد من معامل الاحتكاك. في حالة الرطوبة المنخفضة (أقل من 5%)، يتم كهربة الورق بسهولة عن طريق التلامس الوثيق بين الأوراق واحتكاكها. يؤدي تراكم الشحنات أثناء عملية الكهربة إلى التصاق الصفائح، مما يجعل من الصعب إجراء عمليات الدفع الأساسية. يمكن تحقيق رطوبة الورق المثالية لهذه العملية التكنولوجية، والتي تساوي 7-8%، عند رطوبة الهواء النسبية العادية في ورشة العمل (60 ± 5)% وبعد تأقلم الورق لمدة 24 ساعة.
التحول الأولي الكبير للصفائح، وحواف الألواح المتموجة والمتجعدة والتالفة يجعل الدفع صعبًا. في الوقت نفسه، عند تحميل وحدات التغذية المسطحة لآلات الطباعة والتشطيب والطي، يمكن حذف الدفع إذا كان النقل الأولي للأوراق لا يتجاوز 3 مم. عند تحميل مغذيات الأكوام المستديرة لآلات الطي، يمكن تجنب الدفع حتى مع إزاحة حواف الورقة بشكل أكبر (حتى 10 مم).
السؤال رقم 2. توصيف ووصف تقنية عمليات الانتقاء اليدوية عن طريق الإدراج والاختيار.
صنع كتل الكتاب
يشير إنتاج كتل الكتب إلى عمليتين - تجميع الكتل وتثبيتها، ولكن هذه هي العمليات الرئيسية والأكثر أهمية في تكنولوجيا عمليات تجليد الكتب، حيث أن جودة تنفيذها إلى أعلى درجة تحدد خصائص المستهلك الرئيسية للكتاب -نوع المطبوعات: سهولة الاستخدام والمتانة المطلوبة.
يتم استخدام الكتل المكتملة بعلامات التبويب (دفتر داخل دفتر ملاحظات) في إنتاج منشورات كتب صغيرة الحجم - مجلات "رفيعة" لأغراض القراءة المختلفة، وكتب لأطفال ما قبل المدرسة والمدارس الابتدائية، والتعليمات التكنولوجية للعمليات الفردية، والوثائق المختلفة (بطاقات العضوية، الكتب المدرسية، وما إلى ذلك.) والسلع البيضاء. حجم هذه المنشورات والمنتجات عادة لا يتجاوز 128 صفحة، وسمك الكتلة 6.5 ملم. يكون سمك كتلة الكتاب عند تجميعها بملحق محدودًا لأن عرض الأجزاء الخارجية من الورقة الورقية بعد قطع الكتلة أو المنشور عند ثني الأجزاء الداخلية على طول نصف القطر R (الشكل 5.1) يتناقص بمقدار l، يتناسب مع سمك الكتلة:
في المنتج النهائي، يؤدي هذا إلى انخفاض كبير في الهوامش الجذرية على الأوراق الداخلية، لأنه حتى مع التثبيت المحكم في أجهزة الكمبيوتر المحمولة والطي الدقيق بسمك كتلة يتراوح بين 5-6.5 مم، فإن الحواف الأمامية للورقة تشترك في التنضيد والتنضيد يتم إزاحة الخطوط الموجودة على الأوراق الخارجية لدفاتر الملاحظات بمقدار 4-5 مم، مما يقلل بالطبع من مستوى جودة منشورات الكتب، ولكنه مقبول تمامًا في إنتاج السلع البيضاء - الصحف الأسبوعية والدفاتر العامة وما إلى ذلك.
تكنولوجيا تجميع كتل الكتب
يتم تجميع الكتل مع الإدخالات والترتيب يدويًا، على آلات الخياطة بالإدراج، وعلى وحدات الإدخال والخياطة والقطع وعلى آلات التجميع، وعند إنتاج إصدارات بغطاء، يتم دائمًا دمج التجميع مع الإدخال مع غطاء التغطية.
الانتقاء اليدوي باستخدام علامة التبويب
في مؤسسات الطباعة الصغيرة، عندما تكون ورشة العمل مليئة بالنوبات، يمكن لعامل واحد أن يقوم بتجميع الكتل التي تصل إلى 18-20 ألف دفتر ملاحظات ثلاثي الطي مع علامة تبويب وتغطية الكتل بغطاء. يتم إجراء التجميع اليدوي لكتل الكتب مع علامات التبويب على طاولة أفقية بعد الفحص الأولي لأكوام دفاتر الملاحظات وفقًا للمعايير والتوقيعات عن طريق سكبها "على المروحة". يتم وضع مجموعات من دفاتر الملاحظات على الجانب الأيمن من الجدول بحيث تكون الصفحات الأولية مع التوقيع لأسفل، والحواف العلوية نحوك والأشواك على اليسار (الشكل 5.2).
|
|

أرز. 5.2. تخطيط دفاتر الملاحظات والكتل عند تجميع الكتل يدويًا باستخدام علامة تبويب: ب - كومة من دفاتر الملاحظات الداخلية؛ N - كومة من أجهزة الكمبيوتر المحمولة الخارجية؛ يا - كومة من الأغطية. ب - كومة من الكتل المكتملة
يتم وضع مجموعة دفاتر الملاحظات الداخلية أولاً على اليمين، ويتم وضع مجموعة دفاتر الملاحظات الخارجية في النهاية على اليسار. على يسار كومة الدفاتر الخارجية توجد مجموعة من الأغلفة. لسهولة الاستخدام، تم تصنيع مجموعات دفاتر الملاحظات والأغلفة على ارتفاعات مختلفة بحيث تكون كل مجموعة على اليسار أقل بمقدار 1-1.5 سم من اليمين. يجب ألا يزيد ارتفاع القدم اليمنى عن 20 سم، وإلا فإنها قد تتفتت إذا تم تحريكها بإهمال. يتم وضع كومة من الأغطية المطوية وهي غير مطوية بحيث تكون الطيات للأعلى والحواف العلوية نحوك، لأنه في الشكل المطوي من المستحيل تكديس الأغطية في كومة عالية نسبيًا ويصعب فصلها واحدًا تلو الآخر أثناء عملية الطي .
عند العمل، يقوم المراهن بيده اليمنى بفصل الدفتر العلوي للقدم اليمنى المتطرفة وفي نفس الوقت يفتح بيده اليسرى الدفتر العلوي للقدم المجاورة الموجود على اليسار، وبعد ذلك يدفع الدفتر الداخلي للكتلة في الخارج. ثم تتكرر حركات اليد: باليد اليمنى، يتم دفع جزء من الكتلة المكتملة إلى دفتر الملاحظات التالي للقدم الثالثة، ويتم فتحه باليد اليسرى، وما إلى ذلك، ويتم دفع الكتلة بأكملها إلى الغطاء المفتوح باليد اليسرى يُسلِّم. يتم وضع الكتلة المكتملة والمغطاة على الحافة اليسرى من الجدول. عندما يصل ارتفاع كومة الكتل المكتملة إلى قيمة مناسبة لمزيد من المعالجة، يتم دفعها بعناية أولاً على طول الحافة العلوية، ثم على العمود الفقري ووضعها على طاولة العمل المجاورة لآلة الخياطة السلكية أو في شاحنات للشحن إلى العمليات اللاحقة أو إلى مستودع للمنتجات شبه المصنعة.
عند إنتاج إصدارات في غلاف ملزم، تكون تقنية تجميع الكتل ذات الإدخالات متشابهة، لكن عملية التجميع نفسها تنتهي بإدخال أجزاء من الكتل في دفاتر الملاحظات الخارجية مع لصق الأوراق النهائية على كلا الجانبين والأشواك ذات الحواف.
الانتقاء اليدوي
يتم التجميع اليدوي لكتل الكتب عن طريق الاختيار مع عدد صغير من دفاتر الملاحظات في الكتل، وكذلك عند استكمالها بالإدراج، على طاولة أفقية. قبل وضعها على الطاولة، يتحكم العامل في جودة المنتجات شبه المصنعة الواردة، ويرفض الدفاتر القذرة والتالفة؛ يجب وضع علامة بقلم رصاص ملون على الأشواك أو على الحواف العلوية لكومة دفاتر الملاحظات الأخيرة من الكتلة لتسهيل فصل الكتل المكتملة قبل تدبيسها. يمكن أن تكون هذه العلامة أيضًا علامة المؤدي إذا تم إجراء الانتقاء بواسطة عاملين أو أكثر.
إذا لم يكن هناك أكثر من 8 دفاتر ملاحظات في الكتلة، فسيتم وضع أكوام دفاتر الملاحظات على الطاولة في أزواج، على مسافة متساوية من مكان عمل المؤدي، مع طي العمود الفقري إلى اليمين والحواف العلوية نحوك، في الترتيب الموضح في الشكل 5.3. يبدأ تجميع الكتل بالدفتر الأخير، حيث تضعه بيدك اليمنى على الطاولة أمامك، وبعد ذلك يتم وضع الدفتر قبل الأخير عليه بيدك اليسرى. بعد ذلك، يتم تكرار عملية الانتقاء حتى تصل كومة الكتل المكتملة إلى ارتفاع مناسب للمعالجة اللاحقة.

أرز. 5.3. مخطط لوضع أكوام من دفاتر الملاحظات عند إكمال مجموعة مختارة من الكتل صغيرة الحجم: 1-8 - أكوام من دفاتر الملاحظات؛ ب - كومة من الكتل المكتملة
إذا كان عدد دفاتر الملاحظات في الإصدار أكثر من 8، فسيتم تثبيت حامل بارتفاع 10 سم على سطح المكتب بحيث يمكن تكديس مجموعات دفاتر الملاحظات في صفين على ارتفاعات مختلفة. في الصف الأول، بعيدًا عن العامل، يتم وضع أكوام من دفاتر الملاحظات من النصف الأول من الكتلة على حامل، مع وضعها من اليسار إلى اليمين. في الصف الثاني القريب، يتم وضع أكوام من أجهزة الكمبيوتر المحمولة من النصف الثاني من الكتلة من اليمين إلى اليسار. يبدأ تجميع الكتل بالدفتر الأخير، ووضعها على راحة اليد اليسرى أو على ورق مقوى فارغ بالتنسيق المناسب والتحرك على طول الطاولة من اليسار إلى اليمين ومن اليمين إلى اليسار. في خطوة واحدة، يلتقط العامل عدة كتل بقدمه على ارتفاع مناسب له للعمل بها.
إذا كان عدد أجهزة الكمبيوتر المحمولة في منشورات الكتاب أكثر من 20، فمن المستحسن جعل سطح المكتب على شكل حرف U. في هذه الحالة، يمكن للعامل إجراء عملية الانتقاء أثناء جلوسه على كرسي لولبي. باستخدام ما يسمى بتقنية الكمبيوتر المحمول، عندما يمكن أن تتكون كتل الكتب من عدة عشرات من الأوراق بتنسيقات A4 أو A5، يتم تثبيت رف من مستويين أو ثلاثة مستويات مع خلايا يمكن تكديس عدة مئات من المطبوعات فيها على سطح المكتب.
بعد تجميع الكومة، يتم دفعها على طول الطرف العلوي وعلى العمود الفقري، ويتم التحقق من صحة التجميع باستخدام علامات العمود الفقري، ثم يتم وضعها على الطاولة المجاورة لآلة الخياطة أو التثبيت غير الخياطة. كتل. في المؤسسات المتوسطة والكبيرة، يتم وضع الكتل المكتملة في أكوام يصل ارتفاعها إلى 30 سم في شاحنات ذات أرفف قابلة للطي أو على رف عربة نقل علوية.
السؤال رقم 3 العوامل المؤثرة على جودة البلوك أثناء عملية لصق وتجفيف وتجعيد العمود الفقري
تعتمد مؤشرات جودة معالجة العمود الفقري للكتل على طريقة وطرق لصق العمود الفقري وتجفيفه وتجعيده والعوامل التكنولوجية - مؤشرات جودة الورق وحجم دفاتر الملاحظات الخاصة بالكتلة.
طرق وطرق لصق العمود الفقري. وفقًا لمؤسسة موسكو الحكومية الوحدوية، فإن خيار لصق وتجفيف العمود الفقري في حالة مثبتة، والذي يتم إجراؤه باستخدام آلات تجفيف لصق حديثة، هو الأكثر تقدمًا من الناحية التكنولوجية، لأنه يوفر أقصى قدر من القوة للصق دفاتر الملاحظات بقيم عالية من معاملات الضغط ومقاومة القص للكتل.
استهلاك الغراء. إذا كان جهاز ختم الكتل يضمن تطبيق طبقة رقيقة من الغراء عالي التركيز وأي لزوجة مع اختراق الغراء بين سماكات طيات العمود الفقري لأجهزة الكمبيوتر المحمولة المجاورة، فإن قوة لصق أجهزة الكمبيوتر المحمولة تزداد مع زيادة استهلاك الغراء حتى 0.6 كجم/م2 لجميع أنواع الورق (الشكل 6.2، أ). توفر الزيادة بمقدار ثلاثة أضعاف في استهلاك الغراء زيادة بمقدار 1.5 مرة تقريبًا في قوة لصق أجهزة الكمبيوتر المحمولة المصنوعة من أنواع الورق غير اللاصقة وزيادة بمقدار 1.6-2.5 مرة في أجهزة الكمبيوتر المحمولة المصنوعة من ورق الأوفست الملصق، في حين أن الزيادة المطلقة في قوة اللصق يصل إلى 0.5 و0، على التوالي، 0.2 دان/سم (kgf/cm).

أرز. 6.2. الاعتماد على قوة لصق كتل الدفاتر المختومة بمادة PVAD: أ - على استهلاك الغراء؛ ب - على تركيز الغراء. 1 - ورق الحروف رقم 3؛ 2 - لطباعة الحروف رقم 2؛ 3 - لطباعة الحروف رقم 1؛ 4 - الإزاحة رقم 2؛ 5- الإزاحة رقم 1
تركيز الغراء. زيادة تركيز الغراء عند الاستهلاك المستمر (الشكل 6.2، ب) يعطي تأثيرًا أكبر بكثير: زيادة التركيز مضاعفة توفر زيادة في قوة لصق دفاتر الملاحظات المصنوعة من أنواع غير لاصقة من ورق الحروف بمقدار 1.5-2.5 مرة (بنسبة 0.5-0.6 دان/سم) و3.0-4.5 مرات (حوالي 0.4 دان/سم) لورق الأوفست الرقائقي. إن استخدام الغراء المركز مع الاستهلاك المستمر للمادة الجافة يوفر قوة أكبر للصق الدفاتر، وظروف أفضل لتجفيف العمود الفقري، ويسمح لك بحفظ الغراء عند معالجة كتل من أنواع الورق غير الملصقة، إذا كان معدل استهلاك الغراء يتم تعيينها بناءً على متطلبات قوة اللصق المطلوبة لأجهزة الكمبيوتر المحمولة وفقًا لعمر خدمة المنشور.
وفقًا لمؤسسة موسكو الحكومية الوحدوية، عند لصق العمود الفقري للكتل التي تتكون من دفاتر ملاحظات مكونة من 32 صفحة مع غراء غير مخفف بنسبة 50٪ وفقًا لمعدل استهلاك المادة الجافة أثناء تجفيف العمود الفقري، من الضروري إزالة ما لا يزيد عن 30٪ من الرطوبة المقدمة مع الغراء. يتم ترشيح الرطوبة المتبقية في الورق وتبقى في الفيلم اللاصق دون التدخل في العمليات اللاحقة. تظهر الحسابات البسيطة أنه عند استخدام مواد لاصقة مخففة تحتوي على بقايا جافة بنسبة 33%، وفقًا لتوصيات التعليمات التكنولوجية ومعايير استهلاك المواد، فمن الضروري أثناء التجفيف إزالة رطوبة أكثر بأربع مرات من أجل الحصول على نفس محتوى الرطوبة.
وضع تجفيف العمود الفقري. مع طرق التجفيف المكثفة، حيث يجف الغراء، تزداد قوة الترابط لدفاتر الكتل، وتصل إلى الحد الأقصى مع فقدان ما يقرب من 60٪ من الرطوبة المقدمة مع تركيز الغراء بنسبة 33٪، ثم تنخفض. تزداد قوة ربط أجهزة الكمبيوتر المحمولة عند محتوى الرطوبة الأمثل عند استخدام أوضاع التجفيف القاسية بالحمل الإشعاعي (مع زيادة قوة ودرجة حرارة الباعث، مما يقلل المسافة إلى الباعث - منحنى 1 في الشكل 6.3)، مما يساهم على ما يبدو في اندماج جزيئات أسيتات البولي فينيل، وتشكيل طبقة متجانسة، وانتشار البوليمر في الورق.

أرز. 6.3. اعتماد قوة لصق كتل الكمبيوتر المحمول على كمية الرطوبة التي تمت إزالتها أثناء التجفيف باستخدام مصابيح الأشعة تحت الحمراء الكوارتز: 1 - عند لصق العمود الفقري بنسبة 50٪ PVAD؛ 2- عند الختم بـ 33% PVAD
أوضاع العقص العمود الفقري. عند لصق وتجفيف جذور الكتل في حالة مثبتة، فإن أوضاع العقص هي الضغط وكمية الأشواك التي تترك مشابك ناقل آلة تجفيف اللصق.
مع زيادة تحرير أشواك الكتل من المشابك وضغط العقص، تنطلق أشواك الكتل للخارج، مما يسمح للغراء بالتغلغل إلى عمق أكبر بين الطيات. في هذه الحالة، تزداد قوة لصق الدفاتر وكتل الكتب أولاً (لأنواع مختلفة من الورق بنسبة 20-30٪)، وتصل إلى حد أقصى معين، ثم تنخفض (الشكل 6.4، أ و 6.5، أ). مع زيادة إطلاق الجذور من المشابك، ينخفض \u200b\u200bمعامل ضغط الكتل (الشكل 6.4، ب)، ويزيد معامل مقاومة القص قليلا؛ تؤدي الزيادة في ضغط العقص إلى زيادة معامل الضغط (الشكل 6.4، ب)، ولكنها تقلل من معامل مقاومة القص للعمود الفقري. القيمة المثلى لخروج الأشواك من المشابك هي 6-8 مم، ويكون ضغط العقص حوالي 1-3 ميجاباسكال، اعتمادًا على نوع النهاية والكتلة الحجمية للورق وحجم الدفاتر وسمك الورق. حاجز. من خلال قيم معلمات العقص هذه، يتم ضمان أقصى قوة للصق دفتر الملاحظات والقيم العالية بدرجة كافية لمعاملات الضغط ومقاومة قص الكتلة، مما يضمن جودة عالية للمنتجات شبه المصنعة في العمليات اللاحقة للمعالجة الميكانيكية للعمود الفقري كتل الكتاب.

أرز. 6.4. اعتماد قوة لصق دفاتر الملاحظات (أ) ومعامل ضغط الكتل (ب) على قيمة العمود الفقري الخارج من المشابك لكتل ورق الحروف: 1 - رقم 1، PVAD 33٪؛ 2 - رقم 1، PVAD 50%؛ 3 - رقم 3، PVAD 50%
عند معالجة الكتل خطوة بخطوة، يتم إجراء تجعيد فردي أو مزدوج للعمود الفقري على آلات تجعيد البلوك من النوع BPB-270 عند ضغط يبلغ حوالي 3-4 ميجا باسكال (30-40 كجم/سم2).
يؤدي تجعيد العمود الفقري للكتل بعد التجفيف إلى زيادة معامل الضغط وتقليل معامل مقاومة الكتلة للقص ولا يؤثر على قوة لصق كتل الكمبيوتر المحمول.

أرز. 6.5. اعتماد قوة ربط دفاتر الملاحظات (أ) ومعامل ضغط الكتل (ب) على ضغط التثبيت لكتل ورق الحروف: 1 - رقم 1، 33% PVAD؛ 2 - رقم 1، 50% بولي فينيل كلوريد؛ 3 - رقم 3، 50% بولي فينيل كلوريد؛ 4 - رقم 3، 33% PVAD
التحجيم والتكوين والوزن الحجمي للورق. تكون أنواع الورق الملصقة أقل رطوبة بشكل جيد بواسطة PVAD وتعطي قوة أقل للدرز اللاصق، وبالتالي فإن قوة لصق دفاتر الملاحظات للكتل المصنوعة من ورق الأوفست الملصق (انظر المنحنيين 4 و5 في الشكل 6.2)، مع تساوي العوامل الأخرى، هي أقل بمقدار 2-4.5 مرات من أنواع الورق غير الملصقة (انظر المنحنيات 1-3 في الشكل 6.2). الورق الذي يحتوي على لب الخشب (رقم 2 ورقم 3)، مقارنة بالورق المصنوع من السليلوز فقط (رقم 1)، كقاعدة عامة، لديه كثافة ظاهرية أقل، ومسامية أكبر، ويتم ترطيبه بشكل أفضل بالغراء وبالتالي يوفر قدرًا أكبر بكثير من قوة الإلتصاق.
حجم دفاتر الملاحظات الكتلية. إذا كانت الكتلة مصنوعة من دفاتر ملاحظات مكونة من 32 صفحة، فمقارنة بدفاتر الملاحظات المكونة من 16 صفحة مع نفس استهلاك الغراء، تكون قوة لصق الدفاتر أعلى بنسبة 10-15% تقريبًا بسبب الزيادة في عرض اللصق بين طيات العمود الفقري الدفاتر المجاورة.
محتوى الرطوبة في الورق. يزداد معامل ضغط الكتل وقوة التماس اللاصق في الورق ذي الرطوبة المنخفضة عند استخدام PVAD المخفف إلى 40-45٪ من محتوى المادة الجافة، ولكن قوة الفيلم اللاصق تقل بشكل كبير. الورق ذو الرطوبة المنخفضة في المرحلة الأولى من تكوين التماس اللاصق يمتص الرطوبة من الغراء بشكل مكثف للغاية، مما يضعف قابلية تبلل الورق بالغراء وقوة التماس اللاصق. إذا تم الحصول على كتل ذات رطوبة منخفضة (أقل من 5٪) للصق العمود الفقري، فيجب تقليل تركيز الغراء قليلاً. يمكن زيادة قوة دفاتر الملاحظات اللاصقة إذا تم طلاء أشواك الكتل مرتين بالغراء: PVAD المخفف والمركّز بالتتابع.
فهرس
دليل فني الطباعة. الجزء 6. عمليات ربط الكتيبات/شركات. إل جي جرانسكايا، أو بي كوبتسوفا. - م: كتاب، 1985.
التكنولوجيا بعد عمليات الطباعة. دي في فوروبيوف 2000.
بالطبع، أولئك الذين يرغبون في بدء إنتاج أجهزة الكمبيوتر المحمولة الخاصة بهم لن يصبحوا رواد هذا العمل، ومع ذلك، سيكون من السهل عليهم تحقيق النجاح. من المستحيل أن نتخيل شخصًا واحدًا بدون دفتر ملاحظات أو دفتر ملاحظات أو أي أدوات مكتبية أخرى، بغض النظر عما إذا كان ربة منزل أو تلميذًا أو شخصًا مسنًا أو شابًا. هم في كل حقيبة، حقيبة ظهر أو حقيبة يد. هذا هو سبب الطلب على مثل هذه الأعمال مثل إنتاج أجهزة الكمبيوتر المحمولة في روسيا.
بداية النشاط
في البداية، يحتاج رجل الأعمال إلى الدخول في اتفاقية طويلة الأمد مع منظمة تعمل في مجال إعادة تدوير الورق.
وبالتالي، سوف يتخلص من مشاكل توريد المواد الخام لإنتاج أجهزة الكمبيوتر المحمولة الخاصة به، وهو أمر مهم في ظروف المنافسة الكبيرة في سوق القرطاسية.
ليس فقط حجم المبيعات المستقبلي يعتمد على هذا، ولكن أيضًا الربح المتوقع. كلما كانت مجموعة أجهزة الكمبيوتر المحمولة أكبر، كلما زاد عدد العملاء أو المشترين الذين يشترونها من شركة تصنيع معينة، مما يعني أن دخل الأعمال سيزداد.
إن تنظيم إنتاج الدفاتر المدرسية أو الدفاتر ليس بالأمر الصعب، على الرغم من أنه من المستحيل بالطبع تنفيذه في المنزل. للعمل، سوف تحتاج إلى معدات خاصة تعمل بدقة الكمبيوتر.
مميزات السوق
إن إنتاج أجهزة الكمبيوتر المحمولة، وفقا للخبراء، هو عمل مربح للغاية. بعد كل شيء، أجهزة الكمبيوتر المحمولة، بغض النظر عن عدد الأوراق، هي دائما في الطلب الكبير. يتم بيعها باستمرار، ويتم شراؤها بنشاط عشية افتتاح الموسم الدراسي.
في الوقت نفسه، نادرا ما يتذكر المشترون اسم العلامة التجارية، بالإضافة إلى ذلك، فإنهم لا يطالبون بالعلامات التجارية في هذا المجال. بالنسبة لهم، الشيء الرئيسي هو السعر والتصميم والجودة. لذلك، من أجل زيادة مستوى مبيعات منتجاتها، يحاول العديد من الشركات المصنعة جذب المستهلكين إليهم بأي وسيلة، وتقدم لهم ليس فقط منتجات حصرية، ولكن أيضًا مجموعات جديدة.
في عملية تطوير تصميم أجهزة الكمبيوتر المحمولة، من الضروري مراعاة عدد كبير إلى حد ما من الفروق الدقيقة المختلفة. من الضروري أن تأخذ في الاعتبار ليس فقط الفئة العمرية أو تفضيلات المشترين الشباب، ولكن أيضا وضعهم الاجتماعي. من المهم جدًا اختيار الوقت المناسب لبدء إطلاق المنتجات المرخصة، عندما تصبح شعبية سلسلة معينة مرتفعة بشكل غير عادي، أو، على سبيل المثال، من المقرر في الأيام المقبلة العرض الأول لفيلم كارتون أو فيلم مثير.
في الوقت نفسه، حتى المسوقين الأكثر خبرة لا يمكن أن يكونوا متأكدين بنسبة مائة بالمائة من أن إنتاج دفاتر الملاحظات التي تصور هذه الشخصيات المفضلة (الإصدار الثاني) سيكون بنفس الطلب مثل إصدار الأول. وفي الوقت نفسه، وبحسب رؤساء الشركات الكبرى المنتجة للأدوات المكتبية، فمن الضروري تغيير المجموعة مرة واحدة على الأقل في السنة، على الرغم من أن بعض اللاعبين في هذا السوق يقومون بتحديثها مرتين أو ثلاث مرات خلال كل موسم جديد.
تكنولوجيا إنتاج أجهزة الكمبيوتر المحمولة

يشمل التصنيع مرحلتين فقط. أولاً، تتم طباعة أوراق دفتر الملاحظات وفقًا لتخطيطات المصمم ويتم طيها. المرحلة الثانية هي التثبيت. باستخدام الدبابيس، يتم الحصول على أجهزة الكمبيوتر المحمولة مع عدد قليل من الصفحات.
في حين أنه مع حجمها الكبير، يتم الاتصال بكل من الدبابيس والينابيع. عند إنشاء الأغطية، نستخدم تقنية الطباعة بالحبر فوق البنفسجي، مما يجعل من الممكن استخدام لوحة الألوان بأكملها. وهذا يجعلها أكثر جاذبية. بالإضافة إلى ذلك، يتضمن إنتاج أجهزة الكمبيوتر المحمولة في بعض الأحيان استخدام تقنيات التلميع المستمرة أو الانتقائية، بالإضافة إلى النقش السطحي.
قضايا الترخيص
لوضع صور كرتونية على غلاف دفتر ملاحظات، يجب على صاحب مؤسسة الطباعة الحصول على موافقة شركة الرسوم المتحركة أو شراء ترخيص منها. يمكنك دفع ثمن الترخيص على الفور، أو يمكنك أخذه كضمان.
يجب أن أقول إن العديد من الشركات الخاصة الصغيرة التي تتعامل مع تلاميذ المدارس لا تفكر حتى في هذا الأمر، وتضع أي صورة أو شخصية على منتجاتها. تستخدم هذه الشركات الصغيرة صور الآخرين بشكل غير قانوني لأنها لا ترغب في دفع رسوم ترخيص عالية بما يكفي. ومع ذلك، على الرغم من أن هذا يمارس في كل مكان، إلا أن هذا النهج محفوف بعدد من المشاكل، وقبل كل شيء، مشاكل في مفتشية الضرائب.
تعد دفاتر الملاحظات التي تحتوي على صور للأصنام الشباب أو الشخصيات الكرتونية أو الشخصيات من المسلسلات التلفزيونية على الغلاف أغلى قليلاً من تلك العادية. وهذا ليس مفاجئا، لأن سعرها يشمل تكلفة الترخيص، حيث تصل إلى عدة آلاف من الدولارات. عادة، يتم شراء الترخيص لعدة سنوات. ومع ذلك، في معظم الحالات، تكون فترة الاستخدام الفعلية أقصر بكثير، لأن تفضيلات أو أذواق الأطفال والشباب تتغير بسرعة كبيرة.
معدات
مثل أي إنتاج، يتطلب إنتاج أجهزة الكمبيوتر المحمولة أيضًا وجود الآلات والمعدات الأخرى. للبدء، بالطبع، تحتاج إلى استئجار أو شراء المبنى المناسب حيث يمكن وضعها. معدات إنتاج الدفاتر هي كما يلي: ماكينة تجعيد، ماكينة خياطة وتقطيع الأسلاك، ماكينة قطع الورق بثلاثة سكاكين، ويعتبر الأمثل وجود نسختين منها على الأقل، ماكينة تخريم وتسجيل ، آلة طي ووحدات لختم الرقائق. بالإضافة إلى ذلك، في بعض الحالات قد تحتاج إلى أجهزة طباعة، والتي ستحتاج إلى شراء بكرات خاصة لها.

الخصائص
يمكنك، بالطبع، توفير ما يقرب من نصف التكلفة وشراء الآلات المستعملة التي تبيعها نفس الشركات، ولكن معظم هذه المعدات المستخدمة بالفعل قد عفا عليها الزمن منذ فترة طويلة. بالإضافة إلى ذلك، تم شراء العديد من الآلات التي تعمل عليها مصانع الطباعة هذه في منتصف القرن الماضي، وقد يكون تآكلها كبيرًا جدًا اليوم.
وينبغي أيضا أن يؤخذ في الاعتبار أن إنتاج هذه اللوازم المكتبية يعتبر ضارا، لذلك يجب أن تكون جميع المعدات المشتراة مصحوبة بشهادات مناسبة تؤكد سلامتها للأشخاص والبيئة.
التكاليف والاسترداد
 من أجل تنظيم إنتاج الدفاتر، ستحتاج الورشة إلى غرفة بمساحة ألف متر مربع لاستيعاب المعدات.
من أجل تنظيم إنتاج الدفاتر، ستحتاج الورشة إلى غرفة بمساحة ألف متر مربع لاستيعاب المعدات.
بالإضافة إلى ذلك، ستكون هناك حاجة إلى مساحة إدارية، بالإضافة إلى مستودعات لتخزين المواد الخام والمنتجات النهائية.
يبلغ إجمالي عدد الموظفين في مثل هذه المؤسسة، في المتوسط، خمسين شخصًا، معظمهم يعملون في الإنتاج.
ستتطلب خطة العمل لشركة طباعة ذات إنتاجية متوسطة نفقات تزيد عن عشرة ملايين روبل. سيكون متوسط فترة الاسترداد لمثل هذا المشروع ثلاث سنوات على الأقل.
التكلفة الإجمالية لجميع المعدات المطلوبة ستكون من خمسة ملايين روبل، وإذا تم إجراء الحسابات على أساس تكلفة الآلات الروسية الصنع ذات الإنتاجية العالية بما فيه الكفاية. في هذه الحالة، يمكنك الطلب من مصانع بناء الآلات المحلية أو شراء معدات جديدة في الخارج، الأمر الذي سيكلف أكثر من ذلك بكثير.
ربح إضافي
يمكن التوسع في إنتاج أجهزة الكمبيوتر المحمولة من خلال إنتاج دفاتر الملاحظات. ويمكن أن تكون متنوعة قدر الإمكان، ورخيصة ومكلفة، ومصممة لتناسب أذواق كل مشتري. بشكل عام، ستكون اللوازم المكتبية مطلوبة دائمًا، لذا فإن مثل هذه الأعمال تحقق نجاحًا بنسبة مائة بالمائة تقريبًا. ومع ذلك، بعد أن قرر الانخراط في هذا النوع من الإنتاج، يجب على رجل الأعمال بالضرورة أن يضع خطة عمل تساعده على تجنب العديد من الأخطاء.
السؤال رقم 1. اذكر المراحل الرئيسية لصنع دفاتر ملاحظات بسيطة. تكنولوجيا دفع الألواح والعوامل المؤثرة على دقة وأداء الدفع.
صنع دفاتر ملاحظات بسيطة
رسم تخطيطي لمنشورات TBPP في الغلاف
رسم تخطيطي لمنشورات TBPP في غلاف ملزم

تحتوي تسميات معالجة المنتجات المطبوعة المغذية بالورق إلى منشورات كتب، بما في ذلك عمليات التشطيب وتجليد الكتب، على أكثر من 70 عملية مختلفة ضرورية لتحويل المطبوعات إلى وحدات تعبئة للمنتجات الرئيسية لدور طباعة الكتب. اعتمادا على الحجم والتصميم ومستوى التصميم الفني والطباعة ومتطلبات القوة والمتانة، يمكن أن يختلف عدد وتكوين العمليات بشكل كبير، ولكن يمكن تجميعها جميعا في سبعة أو ثمانية مجمعات من العمليات المتسلسلة، والتي عند مستوى معين المرحلة، في وجود المواد المصدر وتراكم المنتجات شبه النهائية يمكن تنفيذها بشكل مستقل. في مؤسسات الطباعة الكبيرة، من أجل تحسين تنظيم الإنتاج، يتم فصل هذه المجمعات إلى ورش عمل أو أقسام ورشة عمل كبيرة، وفي الكتاب المدرسي يتم تجميعها في أقسام، مما يساهم في استيعاب محتوى الانضباط TBPP و مفهوم "التكنولوجيا" ذاته: إنها ليست مجرد مجموعة من طرق المعالجة، وتغيير خصائص وأشكال المواد أو المنتجات شبه النهائية في عملية الإنتاج، ولكنها أيضًا قائمة صارمة وتسلسل للعمليات، والإزالة وإعادة الترتيب، والتي يمكن أن يؤدي إلى فقدان خصائص المستهلك الهامة للمنتج، وفي عمليات تجليد الكتب - طبعة كتاب.
إن إكمال كتلة كتاب ليس من أوراق فردية، ولكن من دفاتر الملاحظات ليس فقط بمثابة تكريم للتقنية القديمة لتجليد الكتب المكتوبة بخط اليد والكتب المطبوعة المبكرة، ولكنه أيضًا ضرورة تكنولوجية. يتيح لك إنتاج الكتب المجمعة من دفاتر الملاحظات، وليس من الأوراق الفردية (الفصوص)، تقليل كثافة اليد العاملة واحتمال حدوث أخطاء عند تجميع الكتلة، واختيار طريقة التثبيت والمعالجة التي تضمن قابلية فتح جيدة وقوة عالية ومتانة من الكتاب. من الممكن تقنيًا واقتصاديًا تأليف مجموعات كتب من 32 و16 و8 صفحات تسمى دفاتر ملاحظات بسيطة، والتي يتم الحصول عليها على التوالي من خلال الطي المتماثل المتعامد بأربعة وثلاثة وثنائية، حيث يضمن ذلك الحد الأدنى من الوقت وتكاليف العمالة. في كتل عمليات التصنيع، تتيح لك القوة العالية لتثبيت الخياطة والجودة الجيدة للمعالجة الميكانيكية للعمود الفقري، والاستخدام الكامل للإمكانيات التكنولوجية لآلات الطباعة والحد الأدنى من التكاليف في عمليات ما قبل الطباعة، الحصول على أقصى قدر من القوة والمتانة للكتب.
إن إنتاج دفاتر الكتب البسيطة من المطبوعات التي يتم الحصول عليها على آلات الطباعة بالورق يشمل عمليات دفع وتشذيب وتقطيع الأوراق إلى قطع، وطي الدفاتر وكبسها وربطها وتخزينها حتى تصبح جميع الأجزاء الهيكلية لكتلة الكتاب جاهزة للطباعة. مزيد من المعالجة.
دفع الأوراق
تتم محاذاة حواف مواد الألواح والمطبوعات المختلفة على طول طرفين متجاورين للمكدس من أجل زيادة موثوقية مغذيات آلات الطباعة والتشطيب والطي وجودة منتجات آلات قطع الورق ذات السكين الواحد. يعد ذلك ضروريًا في الحالات التي يكون فيها نقل الأوراق في المكدس بسبب التشغيل غير الدقيق لجهاز الاستقبال والإخراج لآلات طباعة قطع الورق وتغذية الورق أو النقل غير المهم يتجاوز التفاوتات المسموح بها لمقدار إزاحة الورقة للتشغيل المتواصل مغذيات لتنسيق ودقة قطع المواد والمنتجات الورقية. يتم تصادم الورق غير المطبوع والمطبوعات ومواد الربط المختلفة قبل الطباعة والتشطيب والتقطيع والطي.
تكنولوجيا الاصطدام
يتم دفع الألواح يدويًا باستخدام آلات دفع نصف أوتوماتيكية وأنظمة معقدة آلية، والتي تشمل آلة دفع. يتم إجراء دفع الأوراق يدويًا على طاولة أفقية ذات سطح مستوٍ وسلس، ويكون عرضها أكبر قليلاً من قطري الأوراق التي تتم معالجتها. عند الدفع يدويًا، ينقل العامل كومة صغيرة (سهلة الاستخدام) من الصفائح من البليت إلى طاولة الدفع، باستخدام تقنيات خاصة لتشكيل "مادة تشحيم الهواء" بين صفائح الكومة، وينشر الكومة بـ " سلم"، يقوم بتسويته بضربات ناعمة على سطح الطاولة بالتناوب على طول حواف الزاوية الصحيحة، ثم يقوم براحة يده بإزاحة الهواء بين الصفائح ووضع الكومة على طاولة التغذية أو آلة القطع أو على آلة أخرى البليت. في الكومة المتصادمة، يتم تحديد الحواف الصحيحة بقلم رصاص ملون، أو، إذا كان الورق مخصصًا لطباعة الأغلفة والبطاقات البريدية، عن طريق قطع الزاوية الصحيحة حتى 10 مم من قمتها. عند إغلاق الجانب الأمامي من الورقة، يتم تحديد الزاوية الصحيحة بعلامة خاصة - شريط ضيق يصل طوله إلى 3 أمتار مربعة. على الحافة الجانبية للورقة. تشكل العلامات الموجودة في القدم شريطًا واضحًا على الوجه النهائي.
من خلال الدفع اليدوي، يكون عمل العامل شاقًا وغير منتج: فهو يرفع ويخفض كل رزمة من الورق على سطح الطاولة من 2 إلى 6 مرات، ويعالج ما يصل إلى 4 أطنان من الورق في كل وردية عمل. في مؤسسات الطباعة الصغيرة والمتوسطة الحجم، يتم استخدام آلات التجميع البسيطة في التصميم وبأسعار معقولة في عملية التجميع. تحتوي هذه الآلة على قاعدة ضخمة وطاولة ذات مصدتين منخفضتين على الحائط ونظام نفخ الألواح ومحرك كهربائي يضمن اهتزاز الطاولة أثناء عملية الدفع. عند العمل، تتخذ الطاولة وضعية مائلة، ويتم محاذاة الصفائح، بفضل تشحيم الهواء وجاذبيتها، مع الجدران الجانبية. يجب أن يتم تحميل آلة الدفع في أكوام صغيرة، لأنه مع كتلة كبيرة من المكدس، يتم تقليل كفاءة تضخم الألواح بشكل كبير، ويزيد وقت محاذاة الألواح على طول الجدران الجانبية. تستخدم مؤسسات الطباعة المتوسطة والكبيرة الحديثة أنظمة معقدة آلية تخدم عمليات التجميع والقطع وجميع عمليات المعالجة ذات الصلة.
بعد التجميع، يجب عد الأوراق والمطبوعات وتكديسها في أكوام من 500 ورقة على منصات في أكوام لا يزيد ارتفاعها عن 1.6 متر، ويجب فصل الأكوام عن بعضها البعض بشرائط من الورق الملون لتقدير حجم العمل مكتملة وكمية الورق المتاحة أو المنتجات شبه المصنعة.
يتم تقييم المنتجات الورقية وشبه المصنعة بعد تصادمها بناءً على مؤشر جودة واحد - دقة التصادم. يجب أن يتم تصادم (محاذاة) الأوراق الموجودة في الرصة بدقة، مع تفاوت يبلغ 3 مم للورق و4 مم لتجليد الكتب. يتم تحديد دقة الاصطدام بصريًا عن طريق "نشر" القدم على طول الحواف الصحيحة.
العوامل المؤثرة على دقة الاصطدام والأداء
تعتمد دقة وإنتاجية تصادم الأوراق يدويًا وآليًا على الشكل وكثافة السطح والكثافة الظاهرية ونعومة ومحتوى الرطوبة للورق، وكذلك على متوسط قيمة الإزاحة الأولية للأوراق وحالة حوافها .
تعد الأوراق ذات التنسيق الكبير أقل ملاءمة للاستخدام، ومع تساوي جميع الأشياء الأخرى، فهي تحتوي على كتلة أكبر، لذلك يتم أخذ كومة من الورق تحتوي على عدد أقل من الأوراق للدفع مقارنة بالتنسيق المتوسط والصغير. يتم تقليل أداء الاصطدام بنسبة 17-20٪. الورق ذو الكثافة السطحية العالية، مع تساوي الأشياء الأخرى، له كتلة وسمك وصلابة أعلى، مما له تأثير مزدوج على تعقيد العملية: من ناحية، من الضروري دفع أكوام من الورق بعدد أقل من الأوراق، ولكن ومن ناحية أخرى، من السهل نسبيًا محاذاة الأوراق السميكة والصلبة على طول الحواف. لهذه الأسباب، مع زيادة كثافة سطح الورق لكل 20%، تنخفض إنتاجية دفع الورق بكثافة سطحية تزيد عن 90 جم/م2 بنسبة 5% تقريبًا. من الصعب تصادم الأوراق الرقيقة ذات الكثافة السطحية المنخفضة بسبب صلابتها المنخفضة. عند محاذاة الأوراق على سطح صلب من الطاولة أو على جدران آلة الضغط، فإن احتمالية تجعد حوافها تزداد بشكل كبير. ومع أخذ ذلك في الاعتبار، فقد تم تخفيض معايير الإنتاج الخاصة بدفع الورق بكثافة سطحية أقل من 55 جم/م2 بنسبة 17% تقريبًا. من المستحيل بشكل عام أن تتصادم أنواع الورق الرقيقة ذات الكثافة السطحية المنخفضة (على سبيل المثال، المناديل الورقية ذات الكثافة السطحية 16 جم/م2)، ويتم تسويتها عن طريق الضغط على كل ورقة على الإبر.
تنزلق صفائح من الورق المصقول والمطلي بنعومة عالية فوق بعضها البعض بشكل جيد وتتصادم بسهولة. لا يمكن دفع الورق عالي الصقل بنعومة تزيد عن 300 ثانية والورق المطلي قبل التشذيب والتقطيع على الإطلاق، ولكن يمكن محاذاته عن طريق دفعه في اتجاه وحدة التغذية والتوقف عند وضع الرزمة على طاولة آلة قطع الورق ذات الشفرة الواحدة .
زيادة رطوبة الورق تجعل من الصعب دفعه، لأن ذلك يقلل من صلابته ويزيد من معامل الاحتكاك. في حالة الرطوبة المنخفضة (أقل من 5%)، يتم كهربة الورق بسهولة عن طريق التلامس الوثيق بين الأوراق واحتكاكها. يؤدي تراكم الشحنات أثناء عملية الكهربة إلى التصاق الصفائح، مما يجعل من الصعب إجراء عمليات الدفع الأساسية. يمكن تحقيق رطوبة الورق المثالية لهذه العملية التكنولوجية، والتي تساوي 7-8%، عند رطوبة الهواء النسبية العادية في ورشة العمل (60 ± 5)% وبعد تأقلم الورق لمدة 24 ساعة.
التحول الأولي الكبير للصفائح، وحواف الألواح المتموجة والمتجعدة والتالفة يجعل الدفع صعبًا. في الوقت نفسه، عند تحميل وحدات التغذية المسطحة لآلات الطباعة والتشطيب والطي، يمكن حذف الدفع إذا كان النقل الأولي للأوراق لا يتجاوز 3 مم. عند تحميل مغذيات الأكوام المستديرة لآلات الطي، يمكن تجنب الدفع حتى مع إزاحة حواف الورقة بشكل أكبر (حتى 10 مم).
السؤال رقم 2. توصيف ووصف تقنية عمليات الانتقاء اليدوية عن طريق الإدراج والاختيار.
صنع كتل الكتاب
يشير إنتاج كتل الكتب إلى عمليتين - تجميع الكتل وتثبيتها، ولكن هذه هي العمليات الرئيسية والأكثر أهمية في تكنولوجيا عمليات تجليد الكتب، حيث أن جودة تنفيذها إلى أعلى درجة تحدد خصائص المستهلك الرئيسية للكتاب -نوع المطبوعات: سهولة الاستخدام والمتانة المطلوبة.
يتم استخدام الكتل المكتملة بعلامات التبويب (دفتر داخل دفتر ملاحظات) في إنتاج منشورات كتب صغيرة الحجم - مجلات "رفيعة" لأغراض القراءة المختلفة، وكتب لأطفال ما قبل المدرسة والمدارس الابتدائية، والتعليمات التكنولوجية للعمليات الفردية، والوثائق المختلفة (بطاقات العضوية، الكتب المدرسية، وما إلى ذلك.) والسلع البيضاء. حجم هذه المنشورات والمنتجات عادة لا يتجاوز 128 صفحة، وسمك الكتلة 6.5 ملم. يكون سمك كتلة الكتاب عند تجميعها بملحق محدودًا لأن عرض الأجزاء الخارجية من الورقة الورقية بعد قطع الكتلة أو المنشور عند ثني الأجزاء الداخلية على طول نصف القطر R (الشكل 5.1) يتناقص بمقدار l، يتناسب مع سمك الكتلة:
في المنتج النهائي، يؤدي هذا إلى انخفاض كبير في الهوامش الجذرية على الأوراق الداخلية، لأنه حتى مع التثبيت المحكم في أجهزة الكمبيوتر المحمولة والطي الدقيق بسمك كتلة يتراوح بين 5-6.5 مم، فإن الحواف الأمامية للورقة تشترك في التنضيد والتنضيد يتم إزاحة الخطوط الموجودة على الأوراق الخارجية لدفاتر الملاحظات بمقدار 4-5 مم، مما يقلل بالطبع من مستوى جودة منشورات الكتب، ولكنه مقبول تمامًا في إنتاج السلع البيضاء - الصحف الأسبوعية والدفاتر العامة وما إلى ذلك.
تكنولوجيا تجميع كتل الكتب
يتم تجميع الكتل مع الإدخالات والترتيب يدويًا، على آلات الخياطة بالإدراج، وعلى وحدات الإدخال والخياطة والقطع وعلى آلات التجميع، وعند إنتاج إصدارات بغطاء، يتم دائمًا دمج التجميع مع الإدخال مع غطاء التغطية.
الانتقاء اليدوي باستخدام علامة التبويب
في مؤسسات الطباعة الصغيرة، عندما تكون ورشة العمل مليئة بالنوبات، يمكن لعامل واحد أن يقوم بتجميع الكتل التي تصل إلى 18-20 ألف دفتر ملاحظات ثلاثي الطي مع علامة تبويب وتغطية الكتل بغطاء. يتم إجراء التجميع اليدوي لكتل الكتب مع علامات التبويب على طاولة أفقية بعد الفحص الأولي لأكوام دفاتر الملاحظات وفقًا للمعايير والتوقيعات عن طريق سكبها "على المروحة". يتم وضع مجموعات من دفاتر الملاحظات على الجانب الأيمن من الجدول بحيث تكون الصفحات الأولية مع التوقيع لأسفل، والحواف العلوية نحوك والأشواك على اليسار (الشكل 5.2).
|
|

أرز. 5.2. تخطيط دفاتر الملاحظات والكتل عند تجميع الكتل يدويًا باستخدام علامة تبويب: ب - كومة من دفاتر الملاحظات الداخلية؛ N - كومة من أجهزة الكمبيوتر المحمولة الخارجية؛ يا - كومة من الأغطية. ب - كومة من الكتل المكتملة
يتم وضع مجموعة دفاتر الملاحظات الداخلية أولاً على اليمين، ويتم وضع مجموعة دفاتر الملاحظات الخارجية في النهاية على اليسار. على يسار كومة الدفاتر الخارجية توجد مجموعة من الأغلفة. لسهولة الاستخدام، تم تصنيع مجموعات دفاتر الملاحظات والأغلفة على ارتفاعات مختلفة بحيث تكون كل مجموعة على اليسار أقل بمقدار 1-1.5 سم من اليمين. يجب ألا يزيد ارتفاع القدم اليمنى عن 20 سم، وإلا فإنها قد تتفتت إذا تم تحريكها بإهمال. يتم وضع كومة من الأغطية المطوية وهي غير مطوية بحيث تكون الطيات للأعلى والحواف العلوية نحوك، لأنه في الشكل المطوي من المستحيل تكديس الأغطية في كومة عالية نسبيًا ويصعب فصلها واحدًا تلو الآخر أثناء عملية الطي .
عند العمل، يقوم المراهن بيده اليمنى بفصل الدفتر العلوي للقدم اليمنى المتطرفة وفي نفس الوقت يفتح بيده اليسرى الدفتر العلوي للقدم المجاورة الموجود على اليسار، وبعد ذلك يدفع الدفتر الداخلي للكتلة في الخارج. ثم تتكرر حركات اليد: باليد اليمنى، يتم دفع جزء من الكتلة المكتملة إلى دفتر الملاحظات التالي للقدم الثالثة، ويتم فتحه باليد اليسرى، وما إلى ذلك، ويتم دفع الكتلة بأكملها إلى الغطاء المفتوح باليد اليسرى يُسلِّم. يتم وضع الكتلة المكتملة والمغطاة على الحافة اليسرى من الجدول. عندما يصل ارتفاع كومة الكتل المكتملة إلى قيمة مناسبة لمزيد من المعالجة، يتم دفعها بعناية أولاً على طول الحافة العلوية، ثم على العمود الفقري ووضعها على طاولة العمل المجاورة لآلة الخياطة السلكية أو في شاحنات للشحن إلى العمليات اللاحقة أو إلى مستودع للمنتجات شبه المصنعة.
عند إنتاج إصدارات في غلاف ملزم، تكون تقنية تجميع الكتل ذات الإدخالات متشابهة، لكن عملية التجميع نفسها تنتهي بإدخال أجزاء من الكتل في دفاتر الملاحظات الخارجية مع لصق الأوراق النهائية على كلا الجانبين والأشواك ذات الحواف.
الانتقاء اليدوي
يتم التجميع اليدوي لكتل الكتب عن طريق الاختيار مع عدد صغير من دفاتر الملاحظات في الكتل، وكذلك عند استكمالها بالإدراج، على طاولة أفقية. قبل وضعها على الطاولة، يتحكم العامل في جودة المنتجات شبه المصنعة الواردة، ويرفض الدفاتر القذرة والتالفة؛ يجب وضع علامة بقلم رصاص ملون على الأشواك أو على الحواف العلوية لكومة دفاتر الملاحظات الأخيرة من الكتلة لتسهيل فصل الكتل المكتملة قبل تدبيسها. يمكن أن تكون هذه العلامة أيضًا علامة المؤدي إذا تم إجراء الانتقاء بواسطة عاملين أو أكثر.
إذا لم يكن هناك أكثر من 8 دفاتر ملاحظات في الكتلة، فسيتم وضع أكوام دفاتر الملاحظات على الطاولة في أزواج، على مسافة متساوية من مكان عمل المؤدي، مع طي العمود الفقري إلى اليمين والحواف العلوية نحوك، في الترتيب الموضح في الشكل 5.3. يبدأ تجميع الكتل بالدفتر الأخير، حيث تضعه بيدك اليمنى على الطاولة أمامك، وبعد ذلك يتم وضع الدفتر قبل الأخير عليه بيدك اليسرى. بعد ذلك، يتم تكرار عملية الانتقاء حتى تصل كومة الكتل المكتملة إلى ارتفاع مناسب للمعالجة اللاحقة.

أرز. 5.3. مخطط لوضع أكوام من دفاتر الملاحظات عند إكمال مجموعة مختارة من الكتل صغيرة الحجم: 1-8 - أكوام من دفاتر الملاحظات؛ ب - كومة من الكتل المكتملة
إذا كان عدد دفاتر الملاحظات في الإصدار أكثر من 8، فسيتم تثبيت حامل بارتفاع 10 سم على سطح المكتب بحيث يمكن تكديس مجموعات دفاتر الملاحظات في صفين على ارتفاعات مختلفة. في الصف الأول، بعيدًا عن العامل، يتم وضع أكوام من دفاتر الملاحظات من النصف الأول من الكتلة على حامل، مع وضعها من اليسار إلى اليمين. في الصف الثاني القريب، يتم وضع أكوام من أجهزة الكمبيوتر المحمولة من النصف الثاني من الكتلة من اليمين إلى اليسار. يبدأ تجميع الكتل بالدفتر الأخير، ووضعها على راحة اليد اليسرى أو على ورق مقوى فارغ بالتنسيق المناسب والتحرك على طول الطاولة من اليسار إلى اليمين ومن اليمين إلى اليسار. في خطوة واحدة، يلتقط العامل عدة كتل بقدمه على ارتفاع مناسب له للعمل بها.
إذا كان عدد أجهزة الكمبيوتر المحمولة في منشورات الكتاب أكثر من 20، فمن المستحسن جعل سطح المكتب على شكل حرف U. في هذه الحالة، يمكن للعامل إجراء عملية الانتقاء أثناء جلوسه على كرسي لولبي. باستخدام ما يسمى بتقنية الكمبيوتر المحمول، عندما يمكن أن تتكون كتل الكتب من عدة عشرات من الأوراق بتنسيقات A4 أو A5، يتم تثبيت رف من مستويين أو ثلاثة مستويات مع خلايا يمكن تكديس عدة مئات من المطبوعات فيها على سطح المكتب.
بعد تجميع الكومة، يتم دفعها على طول الطرف العلوي وعلى العمود الفقري، ويتم التحقق من صحة التجميع باستخدام علامات العمود الفقري، ثم يتم وضعها على الطاولة المجاورة لآلة الخياطة أو التثبيت غير الخياطة. كتل. في المؤسسات المتوسطة والكبيرة، يتم وضع الكتل المكتملة في أكوام يصل ارتفاعها إلى 30 سم في شاحنات ذات أرفف قابلة للطي أو على رف عربة نقل علوية.
السؤال رقم 3 العوامل المؤثرة على جودة البلوك أثناء عملية لصق وتجفيف وتجعيد العمود الفقري
تعتمد مؤشرات جودة معالجة العمود الفقري للكتل على طريقة وطرق لصق العمود الفقري وتجفيفه وتجعيده والعوامل التكنولوجية - مؤشرات جودة الورق وحجم دفاتر الملاحظات الخاصة بالكتلة.
طرق وطرق لصق العمود الفقري. وفقًا لمؤسسة موسكو الحكومية الوحدوية، فإن خيار لصق وتجفيف العمود الفقري في حالة مثبتة، والذي يتم إجراؤه باستخدام آلات تجفيف لصق حديثة، هو الأكثر تقدمًا من الناحية التكنولوجية، لأنه يوفر أقصى قدر من القوة للصق دفاتر الملاحظات بقيم عالية من معاملات الضغط ومقاومة القص للكتل.
استهلاك الغراء. إذا كان جهاز ختم الكتل يضمن تطبيق طبقة رقيقة من الغراء عالي التركيز وأي لزوجة مع اختراق الغراء بين سماكات طيات العمود الفقري لأجهزة الكمبيوتر المحمولة المجاورة، فإن قوة لصق أجهزة الكمبيوتر المحمولة تزداد مع زيادة استهلاك الغراء حتى 0.6 كجم/م2 لجميع أنواع الورق (الشكل 6.2، أ). توفر الزيادة بمقدار ثلاثة أضعاف في استهلاك الغراء زيادة بمقدار 1.5 مرة تقريبًا في قوة لصق أجهزة الكمبيوتر المحمولة المصنوعة من أنواع الورق غير اللاصقة وزيادة بمقدار 1.6-2.5 مرة في أجهزة الكمبيوتر المحمولة المصنوعة من ورق الأوفست الملصق، في حين أن الزيادة المطلقة في قوة اللصق يصل إلى 0.5 و0، على التوالي، 0.2 دان/سم (kgf/cm).

أرز. 6.2. الاعتماد على قوة لصق كتل الدفاتر المختومة بمادة PVAD: أ - على استهلاك الغراء؛ ب - على تركيز الغراء. 1 - ورق الحروف رقم 3؛ 2 - لطباعة الحروف رقم 2؛ 3 - لطباعة الحروف رقم 1؛ 4 - الإزاحة رقم 2؛ 5- الإزاحة رقم 1
تركيز الغراء. زيادة تركيز الغراء عند الاستهلاك المستمر (الشكل 6.2، ب) يعطي تأثيرًا أكبر بكثير: زيادة التركيز مضاعفة توفر زيادة في قوة لصق دفاتر الملاحظات المصنوعة من أنواع غير لاصقة من ورق الحروف بمقدار 1.5-2.5 مرة (بنسبة 0.5-0.6 دان/سم) و3.0-4.5 مرات (حوالي 0.4 دان/سم) لورق الأوفست الرقائقي. إن استخدام الغراء المركز مع الاستهلاك المستمر للمادة الجافة يوفر قوة أكبر للصق الدفاتر، وظروف أفضل لتجفيف العمود الفقري، ويسمح لك بحفظ الغراء عند معالجة كتل من أنواع الورق غير الملصقة، إذا كان معدل استهلاك الغراء يتم تعيينها بناءً على متطلبات قوة اللصق المطلوبة لأجهزة الكمبيوتر المحمولة وفقًا لعمر خدمة المنشور.
وفقًا لمؤسسة موسكو الحكومية الوحدوية، عند لصق العمود الفقري للكتل التي تتكون من دفاتر ملاحظات مكونة من 32 صفحة مع غراء غير مخفف بنسبة 50٪ وفقًا لمعدل استهلاك المادة الجافة أثناء تجفيف العمود الفقري، من الضروري إزالة ما لا يزيد عن 30٪ من الرطوبة المقدمة مع الغراء. يتم ترشيح الرطوبة المتبقية في الورق وتبقى في الفيلم اللاصق دون التدخل في العمليات اللاحقة. تظهر الحسابات البسيطة أنه عند استخدام مواد لاصقة مخففة تحتوي على بقايا جافة بنسبة 33%، وفقًا لتوصيات التعليمات التكنولوجية ومعايير استهلاك المواد، فمن الضروري أثناء التجفيف إزالة رطوبة أكثر بأربع مرات من أجل الحصول على نفس محتوى الرطوبة.
وضع تجفيف العمود الفقري. مع طرق التجفيف المكثفة، حيث يجف الغراء، تزداد قوة الترابط لدفاتر الكتل، وتصل إلى الحد الأقصى مع فقدان ما يقرب من 60٪ من الرطوبة المقدمة مع تركيز الغراء بنسبة 33٪، ثم تنخفض. تزداد قوة ربط أجهزة الكمبيوتر المحمولة عند محتوى الرطوبة الأمثل عند استخدام أوضاع التجفيف القاسية بالحمل الإشعاعي (مع زيادة قوة ودرجة حرارة الباعث، مما يقلل المسافة إلى الباعث - منحنى 1 في الشكل 6.3)، مما يساهم على ما يبدو في اندماج جزيئات أسيتات البولي فينيل، وتشكيل طبقة متجانسة، وانتشار البوليمر في الورق.

أرز. 6.3. اعتماد قوة لصق كتل الكمبيوتر المحمول على كمية الرطوبة التي تمت إزالتها أثناء التجفيف باستخدام مصابيح الأشعة تحت الحمراء الكوارتز: 1 - عند لصق العمود الفقري بنسبة 50٪ PVAD؛ 2- عند الختم بـ 33% PVAD
أوضاع العقص العمود الفقري. عند لصق وتجفيف جذور الكتل في حالة مثبتة، فإن أوضاع العقص هي الضغط وكمية الأشواك التي تترك مشابك ناقل آلة تجفيف اللصق.
مع زيادة تحرير أشواك الكتل من المشابك وضغط العقص، تنطلق أشواك الكتل للخارج، مما يسمح للغراء بالتغلغل إلى عمق أكبر بين الطيات. في هذه الحالة، تزداد قوة لصق الدفاتر وكتل الكتب أولاً (لأنواع مختلفة من الورق بنسبة 20-30٪)، وتصل إلى حد أقصى معين، ثم تنخفض (الشكل 6.4، أ و 6.5، أ). مع زيادة إطلاق الجذور من المشابك، ينخفض \u200b\u200bمعامل ضغط الكتل (الشكل 6.4، ب)، ويزيد معامل مقاومة القص قليلا؛ تؤدي الزيادة في ضغط العقص إلى زيادة معامل الضغط (الشكل 6.4، ب)، ولكنها تقلل من معامل مقاومة القص للعمود الفقري. القيمة المثلى لخروج الأشواك من المشابك هي 6-8 مم، ويكون ضغط العقص حوالي 1-3 ميجاباسكال، اعتمادًا على نوع النهاية والكتلة الحجمية للورق وحجم الدفاتر وسمك الورق. حاجز. من خلال قيم معلمات العقص هذه، يتم ضمان أقصى قوة للصق دفتر الملاحظات والقيم العالية بدرجة كافية لمعاملات الضغط ومقاومة قص الكتلة، مما يضمن جودة عالية للمنتجات شبه المصنعة في العمليات اللاحقة للمعالجة الميكانيكية للعمود الفقري كتل الكتاب.

أرز. 6.4. اعتماد قوة لصق دفاتر الملاحظات (أ) ومعامل ضغط الكتل (ب) على قيمة العمود الفقري الخارج من المشابك لكتل ورق الحروف: 1 - رقم 1، PVAD 33٪؛ 2 - رقم 1، PVAD 50%؛ 3 - رقم 3، PVAD 50%
عند معالجة الكتل خطوة بخطوة، يتم إجراء تجعيد فردي أو مزدوج للعمود الفقري على آلات تجعيد البلوك من النوع BPB-270 عند ضغط يبلغ حوالي 3-4 ميجا باسكال (30-40 كجم/سم2).
يؤدي تجعيد العمود الفقري للكتل بعد التجفيف إلى زيادة معامل الضغط وتقليل معامل مقاومة الكتلة للقص ولا يؤثر على قوة لصق كتل الكمبيوتر المحمول.

أرز. 6.5. اعتماد قوة ربط دفاتر الملاحظات (أ) ومعامل ضغط الكتل (ب) على ضغط التثبيت لكتل ورق الحروف: 1 - رقم 1، 33% PVAD؛ 2 - رقم 1، 50% بولي فينيل كلوريد؛ 3 - رقم 3، 50% بولي فينيل كلوريد؛ 4 - رقم 3، 33% PVAD
التحجيم والتكوين والوزن الحجمي للورق. تكون أنواع الورق الملصقة أقل رطوبة بشكل جيد بواسطة PVAD وتعطي قوة أقل للدرز اللاصق، وبالتالي فإن قوة لصق دفاتر الملاحظات للكتل المصنوعة من ورق الأوفست الملصق (انظر المنحنيين 4 و5 في الشكل 6.2)، مع تساوي العوامل الأخرى، هي أقل بمقدار 2-4.5 مرات من أنواع الورق غير الملصقة (انظر المنحنيات 1-3 في الشكل 6.2). الورق الذي يحتوي على لب الخشب (رقم 2 ورقم 3)، مقارنة بالورق المصنوع من السليلوز فقط (رقم 1)، كقاعدة عامة، لديه كثافة ظاهرية أقل، ومسامية أكبر، ويتم ترطيبه بشكل أفضل بالغراء وبالتالي يوفر قدرًا أكبر بكثير من قوة الإلتصاق.
حجم دفاتر الملاحظات الكتلية. إذا كانت الكتلة مصنوعة من دفاتر ملاحظات مكونة من 32 صفحة، فمقارنة بدفاتر الملاحظات المكونة من 16 صفحة مع نفس استهلاك الغراء، تكون قوة لصق الدفاتر أعلى بنسبة 10-15% تقريبًا بسبب الزيادة في عرض اللصق بين طيات العمود الفقري الدفاتر المجاورة.
محتوى الرطوبة في الورق. يزداد معامل ضغط الكتل وقوة التماس اللاصق في الورق ذي الرطوبة المنخفضة عند استخدام PVAD المخفف إلى 40-45٪ من محتوى المادة الجافة، ولكن قوة الفيلم اللاصق تقل بشكل كبير. الورق ذو الرطوبة المنخفضة في المرحلة الأولى من تكوين التماس اللاصق يمتص الرطوبة من الغراء بشكل مكثف للغاية، مما يضعف قابلية تبلل الورق بالغراء وقوة التماس اللاصق. إذا تم الحصول على كتل ذات رطوبة منخفضة (أقل من 5٪) للصق العمود الفقري، فيجب تقليل تركيز الغراء قليلاً. يمكن زيادة قوة دفاتر الملاحظات اللاصقة إذا تم طلاء أشواك الكتل مرتين بالغراء: PVAD المخفف والمركّز بالتتابع.
فهرس
دليل فني الطباعة. الجزء 6. عمليات ربط الكتيبات/شركات. إل جي جرانسكايا، أو بي كوبتسوفا. - م: كتاب، 1985.
التكنولوجيا بعد عمليات الطباعة. دي في فوروبيوف 2000.
لإعداد هذا العمل، تم استخدام مواد من الموقع
في المؤسسات الصناعية، إن أمكن، يجب تجنب إنتاج أجهزة الكمبيوتر المحمولة المعقدة، لأنه بعد الطي، يجب فصل دفاتر الملاحظات ذات الطلب الفردي ومعالجتها بشكل أكبر. وهذا يتطلب تكاليف لوجستية باهظة وتنسيقًا خاصًا عند التخطيط لتنفيذ الطلب. يساعد التصميم المناسب للمنتج على التخلص من الاختناقات. يتم إعطاء المنتجات المطبوعة مظهرًا بحيث لم تعد هناك حاجة للأعمال التحضيرية. على سبيل المثال،
يجب ألا تستخدم الدفاتر الخارجية المكونة من صفحتين أو أربع صفحات؛
بدلاً من لصق الرسوم التوضيحية في دفاتر الملاحظات، يتم تخطيط أوراق الرسوم التوضيحية في مجموعة من دفتر الملاحظات ويتم تطبيق الصور عليها.
تكمن فرصة تقليل التكاليف التقنية المفرطة خلال الفترة التحضيرية في دمج خطوات العملية الأولية في مراحل العملية الأولية (القابلة للطي) أو النهائية (مثل التجميع).
يتم ذلك غالبًا عند لصق الخرائط على أوراق المجلات وعند لصق الأوراق النهائية لكتلة دفتر ملاحظات.
تتم معالجة دفاتر الملاحظات في مرحلة منفصلة من العملية بواسطة آلات لصق الأوراق أو الدفاتر (الشكل 4). الآلات قادرة على:
لصق الأوراق الفردية أو الأوراق المطوية على دفاتر الملاحظات الرئيسية؛
قم بإدراج أو لصق أوراق مفردة أو أوراق مطوية في منتصف دفاتر الملاحظات الرئيسية؛
قم بتثبيت الأوراق المفردة أو المطوية على دفاتر الملاحظات الرئيسية (مع شريطين أو أكثر من الغراء)؛
قم بتطبيق أو إرفاق رسوم توضيحية أصغر على الدفاتر الرئيسية أو في منتصف الدفاتر الرئيسية.
لصق ورقة النهاية
تعد الأوراق النهائية عناصر إلزامية لتصميمات الأغلفة الصلبة، حيث يتم استخدام الأوراق النهائية لربط كتلة دفتر الملاحظات بالغلاف على الورقة الأولى والأخيرة. الأوراق النهائية عادةً ما تكون عبارة عن دفاتر ملاحظات مكونة من أربع صفحات مصنوعة من ورق مقاوم للانحناء بشكل خاص، ويتم لصقها بشريط لاصق على العمود الفقري لكتلة دفتر الملاحظات قبل الورقة الأولى وبعد الأخيرة. عند توصيل الكتلة والغطاء، يتم لصق الورقة الخارجية للورق النهائي (المرآة) على السطح بالكامل بجانب الغطاء).
جهاز مشترك للصق الأوراق أو أجهزة الكمبيوتر المحمولة (Einklebeautomat VEA 520، Hunkeler)
يحدث الكسر السريع عند التقاطع بسبب التخلي عن ورقة النهاية ولصق الورقة الأولى والأخيرة من كتلة دفتر الملاحظات بالغطاء.
في ورش التجليد اليدوي، يتم استخدام تصميمات خاصة للورق النهائي لجعل مفصلات الفتح مقاومة للتآكل بشكل خاص.
يتم دمج لصق الورق النهائي مع مرحلة تصنيع كتلة دفتر الملاحظات في ثلاثة خيارات:
باستخدام وحدة لاصقة ذات أوراق ذبابة في خطوط إنتاج الربط (الشكل 6) مع روابط لاصقة؛
باستخدام وحدة لصق الأوراق النهائية في خطوط الإنتاج لمعالجة الكتب بعد الطباعة باستخدام خيوط الخياطة؛
"كبديل لسترة الغبار" في أجهزة التثبيت غير الملحومة (الشكل 7).
يتم وضع قسم لصق الورق النهائي في خطوط الإنتاج للربط السلس بين آلة التجميع وآلة الربط السلس (الشكل 6).
في أحد التطبيقات التقنية المستخدمة بشكل متكرر، تصل الأوراق النهائية بعد تقسيمها إلى أدلة، والتي تضع الأوراق النهائية على مسافة 3-5 مم فوق سطح العمود الفقري لكتلة دفتر الملاحظات. أثناء الحركة، يتم تغليفها بالغراء على آلة لتطبيق شريط لاصق ولصقها على الصفائح الخارجية المحاذية لكتلة الكمبيوتر المحمول. في آلة التجليد غير الملحومة، تتم إزالة طيات العمود الفقري لكتلة دفتر الملاحظات، ولكن يتم الاحتفاظ بطيات الورق النهائي. يتم لصق الجذور معًا، ثم يتم حوافها. يوفر شريط الحواف قوة إضافية للورق النهائي.
الخيار العقلاني هو لصق الأوراق النهائية باستخدام مغذيات الغلاف في آلات الربط غير الملحومة. للقيام بذلك، يتم لصق الأوراق النهائية على شريط الحواف. يتم تغذية هذا العنصر من تصميم الكمبيوتر المحمول من خلال أغطية ذاتية التثبيت إلى العمود الفقري الملصق للكتلة (الشكل 7) ويتم لصقه عليه.
يتم لصق البطاقات في المجلات (الكتيبات المخيطة على السرج) باستخدام آلات التجميع والخياطة.
أرز. 5. الورق النهائي في صناعة الأغلفة الصناعية

أرز. 6. جهاز لصق الورق النهائي على خطوط الإنتاج
أرز. 7. ورق النهاية الملصق
في هذه الحالة، يتم تثبيت جهاز لصق البطاقات بدلا من مغذيات الكمبيوتر المحمول في آلات الإدخال (مولر مارتيني)، أو يتم وضعها بين مغذيات.
مشاكل الجودة عند لصق الأوراق النهائية
أثناء عملية لصق الأوراق النهائية، تحدث ثلاثة أنواع من العيوب:
يتم توصيل القالب والورق النهائي بشريط لاصق عريض جدًا و/أو غير متساوٍ. يظهر هذا العيب إما لأن طبقة الغراء سميكة للغاية، أو بسبب استخدام أوراق منخفضة الامتصاص (على سبيل المثال، الورق المطلي)، بحيث يتم ضغط الغراء عند المفاصل عند العقص؛
ينكسر السطح ذو الطبقة اللاصقة أثناء المعالجة اللاحقة لكتلة الكتاب أو أثناء استخدام المنتج النهائي. سبب هذا العيب هو استخدام الغراء غير المناسب للصق الأوراق النهائية. على وجه الخصوص، يحدث هذا عند معالجة الأوراق التي تحتوي على نص مطبوع على كامل سطح الورقة وصولاً إلى العمود الفقري، حيث لا يكون السطح مبللًا بدرجة كافية بالغراء. يمكن تقليل المشكلة باستخدام مواد لاصقة أفضل تدفقًا. ومع ذلك، فمن الأفضل عدم إغلاق الأسطح المستعبدة؛
يتم لصق الورقة النهائية بمسافة بادئة كبيرة من ظهر دفتر الملاحظات. نتيجة لذلك، يظهر ما يسمى "الضغوط" في دفتر الملاحظات، والذي، عند استخدام دفتر الملاحظات، يمكن أن يؤدي إلى تدمير سابق لأوانه.

تم شرح المشكلة في الرسم البياني (الشكل 8). إذا تم نقل الورقة النهائية بعيدًا جدًا عن العمود الفقري للكتلة، كما توضح الصورة الوسطى، فلن يتطابق موضع مفصلة فتح الورقة النهائية وطية الغطاء بعد الآن. لذلك، عند فتح الغطاء (الصورة السفلية)، يتم شد الأوراق الأولى من كتلة دفتر الملاحظات حول مركز الدوران - الطية بين الغطاء والظهر - ونتيجة لذلك تتشكل ضغوط متزايدة في الرابطة. تؤدي هذه الأحمال المتزايدة إلى تدمير الوصلات اللاصقة التي تتمتع بقوة كافية في الظروف العادية.
السؤال رقم 1. اذكر المراحل الرئيسية لصنع دفاتر ملاحظات بسيطة. تكنولوجيا دفع الألواح والعوامل المؤثرة على دقة وأداء الدفع.
صنع دفاتر ملاحظات بسيطة
رسم تخطيطي لمنشورات TBPP في الغلاف
رسم تخطيطي لمنشورات TBPP في غلاف ملزم
تحتوي تسميات معالجة المنتجات المطبوعة المغذية بالورق إلى منشورات كتب، بما في ذلك عمليات التشطيب وتجليد الكتب، على أكثر من 70 عملية مختلفة ضرورية لتحويل المطبوعات إلى وحدات تعبئة للمنتجات الرئيسية لدور طباعة الكتب. اعتمادا على الحجم والتصميم ومستوى التصميم الفني والطباعة ومتطلبات القوة والمتانة، يمكن أن يختلف عدد وتكوين العمليات بشكل كبير، ولكن يمكن تجميعها جميعا في سبعة أو ثمانية مجمعات من العمليات المتسلسلة، والتي عند مستوى معين المرحلة، في وجود المواد المصدر وتراكم المنتجات شبه النهائية يمكن تنفيذها بشكل مستقل. في مؤسسات الطباعة الكبيرة، من أجل تحسين تنظيم الإنتاج، يتم فصل هذه المجمعات إلى ورش عمل أو أقسام ورشة عمل كبيرة، وفي الكتاب المدرسي يتم تجميعها في أقسام، مما يساهم في استيعاب محتوى الانضباط TBPP و مفهوم "التكنولوجيا" ذاته: إنها ليست مجرد مجموعة من طرق المعالجة، وتغيير خصائص وأشكال المواد أو المنتجات شبه النهائية في عملية الإنتاج، ولكنها أيضًا قائمة صارمة وتسلسل للعمليات، والإزالة وإعادة الترتيب، والتي يمكن أن يؤدي إلى فقدان خصائص المستهلك الهامة للمنتج، وفي عمليات تجليد الكتب - طبعة كتاب.
إن إكمال كتلة كتاب ليس من أوراق فردية، ولكن من دفاتر الملاحظات ليس فقط بمثابة تكريم للتقنية القديمة لتجليد الكتب المكتوبة بخط اليد والكتب المطبوعة المبكرة، ولكنه أيضًا ضرورة تكنولوجية. يتيح لك إنتاج الكتب المجمعة من دفاتر الملاحظات، وليس من الأوراق الفردية (الفصوص)، تقليل كثافة اليد العاملة واحتمال حدوث أخطاء عند تجميع الكتلة، واختيار طريقة التثبيت والمعالجة التي تضمن قابلية فتح جيدة وقوة عالية ومتانة من الكتاب. من الممكن تقنيًا واقتصاديًا تأليف مجموعات كتب من 32 و16 و8 صفحات تسمى دفاتر ملاحظات بسيطة، والتي يتم الحصول عليها على التوالي من خلال الطي المتماثل المتعامد بأربعة وثلاثة وثنائية، حيث يضمن ذلك الحد الأدنى من الوقت وتكاليف العمالة. في كتل عمليات التصنيع، تتيح لك القوة العالية لتثبيت الخياطة والجودة الجيدة للمعالجة الميكانيكية للعمود الفقري، والاستخدام الكامل للإمكانيات التكنولوجية لآلات الطباعة والحد الأدنى من التكاليف في عمليات ما قبل الطباعة، الحصول على أقصى قدر من القوة والمتانة للكتب.
إن إنتاج دفاتر الكتب البسيطة من المطبوعات التي يتم الحصول عليها على آلات الطباعة بالورق يشمل عمليات دفع وتشذيب وتقطيع الأوراق إلى قطع، وطي الدفاتر وكبسها وربطها وتخزينها حتى تصبح جميع الأجزاء الهيكلية لكتلة الكتاب جاهزة للطباعة. مزيد من المعالجة.
دفع الأوراق
تتم محاذاة حواف مواد الألواح والمطبوعات المختلفة على طول طرفين متجاورين للمكدس من أجل زيادة موثوقية مغذيات آلات الطباعة والتشطيب والطي وجودة منتجات آلات قطع الورق ذات السكين الواحد. يعد ذلك ضروريًا في الحالات التي يكون فيها نقل الأوراق في المكدس بسبب التشغيل غير الدقيق لجهاز الاستقبال والإخراج لآلات طباعة قطع الورق وتغذية الورق أو النقل غير المهم يتجاوز التفاوتات المسموح بها لمقدار إزاحة الورقة للتشغيل المتواصل مغذيات لتنسيق ودقة قطع المواد والمنتجات الورقية. يتم تصادم الورق غير المطبوع والمطبوعات ومواد الربط المختلفة قبل الطباعة والتشطيب والتقطيع والطي.
تكنولوجيا الاصطدام
يتم دفع الألواح يدويًا باستخدام آلات دفع نصف أوتوماتيكية وأنظمة معقدة آلية، والتي تشمل آلة دفع. يتم إجراء دفع الأوراق يدويًا على طاولة أفقية ذات سطح مستوٍ وسلس، ويكون عرضها أكبر قليلاً من قطري الأوراق التي تتم معالجتها. عند الدفع يدويًا، ينقل العامل كومة صغيرة (سهلة الاستخدام) من الصفائح من البليت إلى طاولة الدفع، باستخدام تقنيات خاصة لتشكيل "مادة تشحيم الهواء" بين صفائح الكومة، وينشر الكومة بـ " سلم"، يقوم بتسويته بضربات ناعمة على سطح الطاولة بالتناوب على طول حواف الزاوية الصحيحة، ثم يقوم براحة يده بإزاحة الهواء بين الصفائح ووضع الكومة على طاولة التغذية أو آلة القطع أو على آلة أخرى البليت. في الكومة المتصادمة، يتم تحديد الحواف الصحيحة بقلم رصاص ملون، أو، إذا كان الورق مخصصًا لطباعة الأغلفة والبطاقات البريدية، عن طريق قطع الزاوية الصحيحة حتى 10 مم من قمتها. عند إغلاق الجانب الأمامي من الورقة، يتم تحديد الزاوية الصحيحة بعلامة خاصة - شريط ضيق يصل طوله إلى 3 أمتار مربعة. على الحافة الجانبية للورقة. تشكل العلامات الموجودة في القدم شريطًا واضحًا على الوجه النهائي.
من خلال الدفع اليدوي، يكون عمل العامل شاقًا وغير منتج: فهو يرفع ويخفض كل رزمة من الورق على سطح الطاولة من 2 إلى 6 مرات، ويعالج ما يصل إلى 4 أطنان من الورق في كل وردية عمل. في مؤسسات الطباعة الصغيرة والمتوسطة الحجم، يتم استخدام آلات التجميع البسيطة في التصميم وبأسعار معقولة في عملية التجميع. تحتوي هذه الآلة على قاعدة ضخمة وطاولة ذات مصدتين منخفضتين على الحائط ونظام نفخ الألواح ومحرك كهربائي يضمن اهتزاز الطاولة أثناء عملية الدفع. عند العمل، تتخذ الطاولة وضعية مائلة، ويتم محاذاة الصفائح، بفضل تشحيم الهواء وجاذبيتها، مع الجدران الجانبية. يجب أن يتم تحميل آلة الدفع في أكوام صغيرة، لأنه مع كتلة كبيرة من المكدس، يتم تقليل كفاءة تضخم الألواح بشكل كبير، ويزيد وقت محاذاة الألواح على طول الجدران الجانبية. تستخدم مؤسسات الطباعة المتوسطة والكبيرة الحديثة أنظمة معقدة آلية تخدم عمليات التجميع والقطع وجميع عمليات المعالجة ذات الصلة.
بعد التجميع، يجب عد الأوراق والمطبوعات وتكديسها في أكوام من 500 ورقة على منصات في أكوام لا يزيد ارتفاعها عن 1.6 متر، ويجب فصل الأكوام عن بعضها البعض بشرائط من الورق الملون لتقدير حجم العمل مكتملة وكمية الورق المتاحة أو المنتجات شبه المصنعة.
يتم تقييم المنتجات الورقية وشبه المصنعة بعد تصادمها بناءً على مؤشر جودة واحد - دقة التصادم. يجب أن يتم تصادم (محاذاة) الأوراق الموجودة في الرصة بدقة، مع تفاوت يبلغ 3 مم للورق و4 مم لتجليد الكتب. يتم تحديد دقة الاصطدام بصريًا عن طريق "نشر" القدم على طول الحواف الصحيحة.
العوامل المؤثرة على دقة الاصطدام والأداء
تعتمد دقة وإنتاجية تصادم الأوراق يدويًا وآليًا على الشكل وكثافة السطح والكثافة الظاهرية ونعومة ومحتوى الرطوبة للورق، وكذلك على متوسط قيمة الإزاحة الأولية للأوراق وحالة حوافها .
تعد الأوراق ذات التنسيق الكبير أقل ملاءمة للاستخدام، ومع تساوي جميع الأشياء الأخرى، فهي تحتوي على كتلة أكبر، لذلك يتم أخذ كومة من الورق تحتوي على عدد أقل من الأوراق للدفع مقارنة بالتنسيق المتوسط والصغير. يتم تقليل أداء الاصطدام بنسبة 17-20٪. الورق ذو الكثافة السطحية العالية، مع تساوي الأشياء الأخرى، له كتلة وسمك وصلابة أعلى، مما له تأثير مزدوج على تعقيد العملية: من ناحية، من الضروري دفع أكوام من الورق بعدد أقل من الأوراق، ولكن ومن ناحية أخرى، من السهل نسبيًا محاذاة الأوراق السميكة والصلبة على طول الحواف. لهذه الأسباب، مع زيادة كثافة سطح الورق لكل 20%، تنخفض إنتاجية دفع الورق بكثافة سطحية تزيد عن 90 جم/م2 بنسبة 5% تقريبًا. من الصعب تصادم الأوراق الرقيقة ذات الكثافة السطحية المنخفضة بسبب صلابتها المنخفضة. عند محاذاة الأوراق على سطح صلب من الطاولة أو على جدران آلة الضغط، فإن احتمالية تجعد حوافها تزداد بشكل كبير. ومع أخذ ذلك في الاعتبار، فقد تم تخفيض معايير الإنتاج الخاصة بدفع الورق بكثافة سطحية أقل من 55 جم/م2 بنسبة 17% تقريبًا. من المستحيل بشكل عام أن تتصادم أنواع الورق الرقيقة ذات الكثافة السطحية المنخفضة (على سبيل المثال، المناديل الورقية ذات الكثافة السطحية 16 جم/م2)، ويتم تسويتها عن طريق الضغط على كل ورقة على الإبر.
تنزلق صفائح من الورق المصقول والمطلي بنعومة عالية فوق بعضها البعض بشكل جيد وتتصادم بسهولة. لا يمكن دفع الورق عالي الصقل بنعومة تزيد عن 300 ثانية والورق المطلي قبل التشذيب والتقطيع على الإطلاق، ولكن يمكن محاذاته عن طريق دفعه في اتجاه وحدة التغذية والتوقف عند وضع الرزمة على طاولة آلة قطع الورق ذات الشفرة الواحدة .
زيادة رطوبة الورق تجعل من الصعب دفعه، لأن ذلك يقلل من صلابته ويزيد من معامل الاحتكاك. في حالة الرطوبة المنخفضة (أقل من 5%)، يتم كهربة الورق بسهولة عن طريق التلامس الوثيق بين الأوراق واحتكاكها. يؤدي تراكم الشحنات أثناء عملية الكهربة إلى التصاق الصفائح، مما يجعل من الصعب إجراء عمليات الدفع الأساسية. يمكن تحقيق رطوبة الورق المثالية لهذه العملية التكنولوجية، والتي تساوي 7-8%، عند رطوبة الهواء النسبية العادية في ورشة العمل (60 ± 5)% وبعد تأقلم الورق لمدة 24 ساعة.
التحول الأولي الكبير للصفائح، وحواف الألواح المتموجة والمتجعدة والتالفة يجعل الدفع صعبًا. في الوقت نفسه، عند تحميل وحدات التغذية المسطحة لآلات الطباعة والتشطيب والطي، يمكن حذف الدفع إذا كان النقل الأولي للأوراق لا يتجاوز 3 مم. عند تحميل مغذيات الأكوام المستديرة لآلات الطي، يمكن تجنب الدفع حتى مع إزاحة حواف الورقة بشكل أكبر (حتى 10 مم).
السؤال رقم 2. توصيف ووصف تقنية عمليات الانتقاء اليدوية عن طريق الإدراج والاختيار.
صنع كتل الكتاب
يشير إنتاج كتل الكتب إلى عمليتين - تجميع الكتل وتثبيتها، ولكن هذه هي العمليات الرئيسية والأكثر أهمية في تكنولوجيا عمليات تجليد الكتب، حيث أن جودة تنفيذها إلى أعلى درجة تحدد خصائص المستهلك الرئيسية للكتاب -نوع المطبوعات: سهولة الاستخدام والمتانة المطلوبة.
يتم استخدام الكتل المكتملة بعلامات التبويب (دفتر داخل دفتر ملاحظات) في إنتاج منشورات كتب صغيرة الحجم - مجلات "رفيعة" لأغراض القراءة المختلفة، وكتب لأطفال ما قبل المدرسة والمدارس الابتدائية، والتعليمات التكنولوجية للعمليات الفردية، والوثائق المختلفة (بطاقات العضوية، الكتب المدرسية، وما إلى ذلك.) والسلع البيضاء. حجم هذه المنشورات والمنتجات عادة لا يتجاوز 128 صفحة، وسمك الكتلة 6.5 ملم. يكون سمك كتلة الكتاب عند تجميعها بملحق محدودًا لأن عرض الأجزاء الخارجية من الورقة الورقية بعد قطع الكتلة أو المنشور عند ثني الأجزاء الداخلية على طول نصف القطر R (الشكل 5.1) يتناقص بمقدار l، يتناسب مع سمك الكتلة:
| |
التدريس
هل تحتاج إلى مساعدة في دراسة موضوع ما؟
سيقوم المتخصصون لدينا بتقديم المشورة أو تقديم خدمات التدريس حول الموضوعات التي تهمك.
تقديم طلبكمع الإشارة إلى الموضوع الآن للتعرف على إمكانية الحصول على استشارة.