Πώς κατασκευάζονται τα σημειωματάρια. Παραγωγή δεμένων βιβλίων Χειροκίνητη συλλογή
Ερώτηση Νο. 1. Αναφέρετε τα κύρια στάδια κατασκευής απλών σημειωματάριων. Τεχνολογία ώθησης φύλλου και παράγοντες που επηρεάζουν την ακρίβεια και την απόδοση της ώθησης.
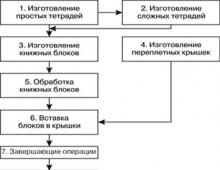
Φτιάχνοντας απλά σημειωματάρια
Μπλοκ διάγραμμα εκδόσεων TBPP στο εξώφυλλο
Μπλοκ διάγραμμα εκδόσεων TBPP σε δεσμευτικό εξώφυλλο

Η ονοματολογία για την επεξεργασία έντυπων προϊόντων που τροφοδοτούνται με φύλλα σε εκδόσεις βιβλίων, συμπεριλαμβανομένων των διαδικασιών φινιρίσματος και βιβλιοδεσίας, περιέχει περισσότερες από 70 διαφορετικές λειτουργίες που είναι απαραίτητες για τη μετατροπή των εκτυπώσεων σε μονάδες συσκευασίας για τα κύρια προϊόντα των τυπογραφείων βιβλίων. Ανάλογα με τον όγκο, το σχέδιο, το επίπεδο καλλιτεχνικού και εκτυπωτικού σχεδίου, τις απαιτήσεις για αντοχή και ανθεκτικότητα, ο αριθμός και η σύνθεση των λειτουργιών μπορεί να ποικίλλει σημαντικά, αλλά όλες μπορούν να ομαδοποιηθούν σε επτά ή οκτώ σύμπλοκα διαδοχικών λειτουργιών, τα οποία σε ένα ορισμένο στάδιο, παρουσία πηγών υλικών και η συσσώρευση ημικατεργασμένων προϊόντων μπορεί να πραγματοποιηθεί ανεξάρτητα. Σε μεγάλες τυπογραφικές επιχειρήσεις, προκειμένου να βελτιωθεί η οργάνωση της παραγωγής, αυτά τα συγκροτήματα χωρίζονται σε εργαστήρια ή τμήματα ενός μεγάλου εργαστηρίου και στο σχολικό βιβλίο ομαδοποιούνται σε ενότητες, γεγονός που συμβάλλει στην αφομοίωση του περιεχομένου της πειθαρχίας TBPP και η ίδια η έννοια της «τεχνολογίας»: δεν είναι μόνο ένα σύνολο μεθόδων επεξεργασίας, αλλαγής ιδιοτήτων και μορφών υλικού ή ημικατεργασμένου προϊόντος στην παραγωγική διαδικασία, αλλά επίσης ένας αυστηρός κατάλογος και ακολουθία εργασιών, αφαίρεσης και αναδιάταξης, που μπορεί να οδηγούν στην απώλεια σημαντικών καταναλωτικών ιδιοτήτων του προϊόντος, και στις διαδικασίες βιβλιοδεσίας - μια έκδοση βιβλίου.
Η συμπλήρωση ενός μπλοκ βιβλίων όχι από ξεχωριστά φύλλα, αλλά από σημειωματάρια δεν είναι μόνο ένας φόρος τιμής στην αρχαία τεχνολογία βιβλιοδεσίας χειρόγραφων και πρώιμων τυπωμένων βιβλίων, αλλά και μια τεχνολογική αναγκαιότητα. Η παραγωγή βιβλίων που συναρμολογούνται από σημειωματάρια και όχι από μεμονωμένα φύλλα (λοβούς), σας επιτρέπει να μειώσετε την ένταση εργασίας και την πιθανότητα σφαλμάτων κατά τη συναρμολόγηση του μπλοκ, να επιλέξετε μια μέθοδο στερέωσης και επεξεργασίας που εξασφαλίζει καλό άνοιγμα, υψηλή αντοχή και ανθεκτικότητα του βιβλίου. Είναι τεχνολογικά και οικονομικά εφικτή η σύνταξη μπλοκ βιβλίων από λεγόμενα απλά σημειωματάρια 32, 16 και 8 σελίδων, που λαμβάνονται αντίστοιχα με τετραπλάσια, τριπλάσια και διπλά συμμετρικά αναδιπλούμενα, καθώς αυτό εξασφαλίζει ελάχιστο χρόνο και κόστος εργασίας στις εργασίες κατασκευής μπλοκ, η υψηλή αντοχή στερέωσης ραψίματος και η καλή ποιότητα μηχανικής επεξεργασίας της ράχης, η πλήρης χρήση των τεχνολογικών δυνατοτήτων των μηχανημάτων εκτύπωσης και το ελάχιστο κόστος στις διαδικασίες προεκτύπωσης, σας επιτρέπει να αποκτήσετε τη μέγιστη αντοχή και ανθεκτικότητα των βιβλίων.
Η παραγωγή απλών σημειωματάριων βιβλίων από εκτυπώσεις που λαμβάνονται σε εκτυπωτικές μηχανές που τροφοδοτούνται με φύλλα περιλαμβάνει τις λειτουργίες ώθησης, κοπής και κοπής φύλλων σε κομμάτια, δίπλωμα, πίεση και δέσιμο σημειωματάριων και αποθήκευση τους έως ότου όλα τα δομικά μέρη του μπλοκ βιβλίου είναι έτοιμα για περαιτέρω επεξεργασία.
Φύλλα ώθησης
Η ευθυγράμμιση των άκρων διαφόρων υλικών φύλλων και εκτυπώσεων κατά μήκος δύο παρακείμενων άκρων της στοίβας πραγματοποιείται προκειμένου να αυξηθεί η αξιοπιστία των τροφοδοτικών μηχανών εκτύπωσης, φινιρίσματος και διπλώματος και η ποιότητα των προϊόντων των μηχανών κοπής χαρτιού με ένα μαχαίρι. Είναι απαραίτητο σε περιπτώσεις όπου η μετατόπιση φύλλων σε μια στοίβα λόγω ανακριβούς λειτουργίας της συσκευής λήψης και εξόδου των μηχανών εκτύπωσης φύλλων κοπής και τροφοδοσίας φύλλων ή απρόσεκτης μεταφοράς υπερβαίνει τις ανοχές για την ποσότητα μετατόπισης φύλλων για την αδιάλειπτη λειτουργία του τροφοδότες, για τη μορφή και την ακρίβεια κοπής υλικών και προϊόντων φύλλων. Το μη εκτυπωμένο χαρτί, οι εκτυπώσεις και τα διάφορα συνδετικά υλικά που τροφοδοτούνται με φύλλα συγκρούονται πριν από την εκτύπωση, το φινίρισμα, το σχίσιμο και το δίπλωμα.
Τεχνολογία σύγκρουσης
Η ώθηση των φύλλων γίνεται χειροκίνητα, με τη χρήση ημιαυτόματων μηχανημάτων ώθησης και αυτοματοποιημένων πολύπλοκων συστημάτων, τα οποία περιλαμβάνουν μηχανή ώθησης. Η χειροκίνητη ώθηση φύλλων πραγματοποιείται σε οριζόντιο τραπέζι με επίπεδη και λεία επιφάνεια, το πλάτος του οποίου είναι ελαφρώς μεγαλύτερο από τη διαγώνιο των φύλλων που επεξεργάζονται. Όταν πιέζει χειροκίνητα, ο εργαζόμενος μεταφέρει μια μικρή (εύχρηστη) στοίβα φύλλων από την παλέτα στο τραπέζι ώθησης, χρησιμοποιεί ειδικές τεχνικές για να σχηματίσει «λιπαντικό αέρα» μεταξύ των φύλλων της στοίβας, ανοίγει τη στοίβα με μια «σκάλα ”, το ισοπεδώνει με απαλά χτυπήματα στην επιφάνεια του τραπεζιού εναλλάξ κατά μήκος των άκρων της σωστής γωνίας, στη συνέχεια με την παλάμη του χεριού σας μετατοπίζει τον αέρα ανάμεσα στα φύλλα και τοποθετεί τη στοίβα στο τραπέζι τροφοδοσίας, στο μηχάνημα κοπής ή σε άλλη παλέτα. . Στη στοίβα που συγκρούστηκε, οι σωστές άκρες σημειώνονται με ένα χρωματιστό μολύβι ή, εάν το χαρτί προορίζεται για εκτύπωση εξωφύλλων και καρτ ποστάλ, κόβοντας τη σωστή γωνία έως και 10 mm από την κορυφή του. Κατά τη σφράγιση της μπροστινής πλευράς του φύλλου, η σωστή γωνία σημειώνεται με ένα ειδικό σημάδι - μια στενή λωρίδα μήκους έως 3 τετραγωνικών μέτρων. στην πλαϊνή άκρη του φύλλου. Τα σημάδια στο πόδι σχηματίζουν μια ευδιάκριτη λωρίδα στο τελικό πρόσωπο.
Με το χειροκίνητο σπρώξιμο, η εργασία του εργάτη είναι σκληρή και μη παραγωγική: σηκώνει και κατεβάζει κάθε στοίβα χαρτιού στην επιφάνεια του τραπεζιού από 2 έως 6 φορές, επεξεργάζοντας έως και 4 τόνους χαρτιού ανά βάρδια. Σε μικρές και μεσαίες εκτυπωτικές επιχειρήσεις, χρησιμοποιούνται για τη συρραφή μηχανές σελιδοποίησης που είναι απλές στη σχεδίαση και προσιτές τιμές. Ένα τέτοιο μηχάνημα έχει μια τεράστια βάση, ένα τραπέζι με δύο χαμηλούς τοίχους-στοπ, ένα σύστημα εμφύσησης φύλλων και μια ηλεκτρική κίνηση που εξασφαλίζει τη δόνηση του τραπεζιού κατά τη διαδικασία ώθησης. Κατά την εργασία, το τραπέζι παίρνει μια κεκλιμένη θέση και τα φύλλα, χάρη στη λίπανση του αέρα και τη δική τους βαρύτητα, ευθυγραμμίζονται με τα πλευρικά τοιχώματα. Η φόρτωση της μηχανής ώθησης πρέπει να γίνεται σε μικρές στοίβες, καθώς με μεγάλη μάζα της στοίβας, η απόδοση του φουσκώματος του φύλλου μειώνεται σημαντικά και ο χρόνος ευθυγράμμισης των φύλλων κατά μήκος των πλευρικών τοιχωμάτων αυξάνεται. Οι σύγχρονες μεσαίες και μεγάλες εκτυπωτικές επιχειρήσεις χρησιμοποιούν αυτοματοποιημένα σύνθετα συστήματα που εξυπηρετούν τις διαδικασίες ταξινόμησης, κοπής και όλων των σχετικών εργασιών χειρισμού.
Μετά την ταξινόμηση, τα φύλλα χαρτιού και οι εκτυπώσεις θα πρέπει να μετρηθούν και να στοιβάζονται σε στοίβες των 500 σε παλέτες σε στοίβες το ύψος των οποίων δεν πρέπει να υπερβαίνει το 1,6 m. Οι στοίβες πρέπει να χωρίζονται μεταξύ τους με λωρίδες έγχρωμου χαρτιού για να εκτιμηθεί η ποσότητα της εργασίας συμπληρωμένο και την ποσότητα χαρτιού που διατίθεται ή ημικατεργασμένων προϊόντων.
Το χαρτί και τα ημικατεργασμένα προϊόντα μετά τη σύγκρουση αξιολογούνται με βάση έναν μόνο δείκτη ποιότητας - ακρίβεια σύγκρουσης. Τα φύλλα στη στοίβα πρέπει να συγκρούονται (ευθυγραμμίζονται) με ακρίβεια, με ανοχή 3 mm για το χαρτί και 4 mm για τη βιβλιοδεσία. Η ακρίβεια της σύγκρουσης προσδιορίζεται οπτικά με το «άπλωμα» του ποδιού κατά μήκος των σωστών άκρων.
Παράγοντες που επηρεάζουν την ακρίβεια και την απόδοση της σύγκρουσης
Η ακρίβεια και η παραγωγικότητα της χειροκίνητης και μηχανικής σύγκρουσης φύλλων εξαρτάται από τη μορφή, την επιφανειακή πυκνότητα, τη χύδην πυκνότητα, την ομαλότητα και την περιεκτικότητα σε υγρασία του χαρτιού, καθώς και από τη μέση τιμή της αρχικής μετατόπισης των φύλλων και την κατάσταση των άκρων τους. .
Τα φύλλα μεγάλου μεγέθους είναι λιγότερο βολικά στη χρήση και, εφόσον όλα τα άλλα πράγματα είναι ίσα, έχουν μεγαλύτερη μάζα, επομένως μια στοίβα χαρτιού με λιγότερα φύλλα χρησιμοποιείται για ώθηση από ό,τι με μεσαία και μικρή μορφή. Η απόδοση σύγκρουσης μειώνεται κατά 17-20%. Το χαρτί με υψηλή επιφανειακή πυκνότητα, με άλλα πράγματα ίσα, έχει μεγαλύτερη μάζα, πάχος και ακαμψία, γεγονός που έχει διπλή επίδραση στην πολυπλοκότητα της λειτουργίας: αφενός, είναι απαραίτητο να σπρώξετε στοίβες χαρτιού με λιγότερα φύλλα, αλλά , από την άλλη πλευρά, τα χοντρά και άκαμπτα φύλλα χαρτιού ευθυγραμμίζονται σχετικά εύκολα κατά μήκος των άκρων. Για τους λόγους αυτούς, με αύξηση της επιφανειακής πυκνότητας του χαρτιού για κάθε 20%, η παραγωγικότητα του χαρτιού ώθησης με επιφανειακή πυκνότητα άνω των 90 g/m2 μειώνεται κατά περίπου 5%. Η σύγκρουση φύλλων λεπτών χαρτιών με χαμηλή πυκνότητα επιφάνειας είναι δύσκολη λόγω της χαμηλής ακαμψίας τους. Κατά την ευθυγράμμιση των φύλλων σε μια σκληρή επιφάνεια ενός τραπεζιού ή στους τοίχους μιας μηχανής πίεσης, η πιθανότητα να ζαρώσουν οι άκρες τους αυξάνεται σημαντικά. Λαμβάνοντας αυτό υπόψη, τα πρότυπα παραγωγής για την ώθηση χαρτιού με επιφανειακή πυκνότητα κάτω από 55 g/m2 έχουν μειωθεί κατά περίπου 17%. Λεπτοί τύποι χαρτιού με χαμηλή επιφανειακή πυκνότητα (για παράδειγμα, λεπτό χαρτί με επιφανειακή πυκνότητα 16 g/m2) είναι γενικά αδύνατο να συγκρουστούν· ισοπεδώνονται πιέζοντας κάθε φύλλο πάνω σε βελόνες.
Φύλλα καλενταρισμένου και επικαλυμμένου χαρτιού με υψηλή ομαλότητα γλιστρούν το ένα πάνω στο άλλο καλά και συγκρούονται εύκολα. Χαρτί υψηλής σκληρύνσεως με ομαλότητα άνω των 300 δευτερολέπτων και επικαλυμμένο χαρτί πριν από το κόψιμο και το σχίσιμο δεν μπορεί να ωθηθεί καθόλου, αλλά να ευθυγραμμιστεί πιέζοντάς το στον τροφοδότη και να σταματήσει όταν τοποθετείτε τη στοίβα στο τραπέζι μιας μηχανής κοπής χαρτιού μονής λεπίδας .
Η αυξημένη υγρασία του χαρτιού καθιστά δύσκολη την ώθηση, καθώς αυτό μειώνει την ακαμψία του και αυξάνει τον συντελεστή τριβής. Σε χαμηλή (λιγότερη από 5%) υγρασία, το χαρτί ηλεκτρίζεται εύκολα από τη στενή επαφή και την τριβή των φύλλων. Η συσσώρευση φορτίων κατά την ηλεκτροδότηση οδηγεί σε κόλλημα των φύλλων, γεγονός που καθιστά δύσκολη την εκτέλεση βασικών εργασιών ώθησης. Η βέλτιστη υγρασία χαρτιού για αυτήν την τεχνολογική διαδικασία, ίση με 7-8%, μπορεί να επιτευχθεί με κανονική σχετική υγρασία αέρα στο εργαστήριο (60 ± 5)% και μετά από εγκλιματισμό του χαρτιού για 24 ώρες.
Η μεγάλη αρχική μετατόπιση των φύλλων, οι κυματιστές, οι τσαλακωμένες και κατεστραμμένες άκρες των φύλλων καθιστούν δύσκολη την ώθηση. Ταυτόχρονα, όταν τοποθετείτε τροφοδότες επίπεδης στοίβας για μηχανές εκτύπωσης, φινιρίσματος και διπλώματος, η ώθηση μπορεί να παραλειφθεί εάν η αρχική μετατόπιση των φύλλων δεν υπερβαίνει τα 3 mm. Κατά τη φόρτωση στρογγυλών τροφοδοτικών πασσάλων πτυσσόμενων μηχανών, η ώθηση μπορεί να αποφευχθεί ακόμη και με μεγαλύτερη (έως 10 mm) μετατόπιση των άκρων του φύλλου.
Ερώτηση Νο 2. Χαρακτηρίστε και περιγράψτε την τεχνολογία των διαδικασιών χειροκίνητης συλλογής με εισαγωγή και επιλογή.
Δημιουργία μπλοκ βιβλίων
Η παραγωγή μπλοκ βιβλίων αναφέρεται σε δύο λειτουργίες - τη συναρμολόγηση των μπλοκ και τη στερέωσή τους, αλλά αυτές είναι οι βασικές, πιο σημαντικές λειτουργίες στην τεχνολογία των διαδικασιών βιβλιοδεσίας, αφού η ποιότητα της εκτέλεσής τους καθορίζει στον υψηλότερο βαθμό τις κύριες καταναλωτικές ιδιότητες του βιβλίου -τύπου δημοσιεύσεις: ευκολία χρήσης και απαιτούμενη αντοχή.
Η συμπλήρωση μπλοκ με καρτέλες (σημειωματάριο μέσα σε σημειωματάριο) χρησιμοποιείται για την παραγωγή εκδόσεων βιβλίων μικρού όγκου - «λεπτά» περιοδικά για διάφορους σκοπούς ανάγνωσης, βιβλία για παιδιά προσχολικής και δημοτικού, τεχνολογικές οδηγίες για μεμονωμένες λειτουργίες, διάφορα έγγραφα (κάρτες μέλους, βιβλία βαθμού κ.λπ. .) και λευκά είδη. Ο όγκος τέτοιων δημοσιεύσεων και προϊόντων συνήθως δεν υπερβαίνει τις 128 σελίδες και το πάχος του μπλοκ είναι 6,5 mm. Το πάχος του μπλοκ βιβλίου όταν συναρμολογείται με ένα ένθετο είναι περιορισμένο επειδή το πλάτος των εξωτερικών μεριδίων του φύλλου χαρτιού μετά το κόψιμο του μπλοκ ή τη δημοσίευση κατά την κάμψη των εσωτερικών μερών κατά μήκος της ακτίνας R (Εικ. 5.1) μειώνεται κατά l, ανάλογο με το πάχος του μπλοκ:
Στο τελικό προϊόν, αυτό οδηγεί σε σημαντική μείωση των ριζικών περιθωρίων στα εσωτερικά φύλλα, αφού ακόμη και με σφιχτή εφαρμογή σε σημειωματάρια και ακριβές δίπλωμα με πάχος μπλοκ 5-6,5 mm, οι μπροστινές ακμές των φύλλων μοιράζονται και στοιχειοθετούν Οι ρίγες στα εξωτερικά φύλλα των σημειωματάριων μετατοπίζονται κατά 4-5 mm, γεγονός που, φυσικά, μειώνει το επίπεδο ποιότητας των εκδόσεων βιβλίων, αλλά είναι αρκετά αποδεκτό στην παραγωγή λευκών ειδών - εβδομαδιαία, γενικά σημειωματάρια κ.λπ.
Τεχνολογία συναρμολόγησης μπλοκ βιβλίων
Η συναρμολόγηση των μπλοκ με ένθετα και σελιδοποίηση γίνεται χειροκίνητα, σε μηχανές εισαγωγής-ραπτομηχανής, σε μονάδες εισαγωγής-ραψίματος-κοπής και σε μηχανές ταξινόμησης και κατά την παραγωγή εκδόσεων με κάλυμμα, η συναρμολόγηση με ένθετο συνδυάζεται πάντα με κάλυμμα.
Χειροκίνητη επιλογή με καρτέλα
Στις μικρές τυπογραφικές επιχειρήσεις, όταν το εργαστήριο είναι φορτωμένο με βάρδιες, ένας εργαζόμενος μπορεί να συναρμολογήσει μπλοκ έως και 18-20 χιλιάδες τριπλά σημειωματάρια με γλωττίδα και να καλύψει τα μπλοκ με κάλυμμα. Η μη αυτόματη συναρμολόγηση μπλοκ βιβλίων με γλωττίδες πραγματοποιείται σε οριζόντιο τραπέζι μετά από προκαταρκτικό έλεγχο των στοίβων των σημειωματάριων σύμφωνα με τον κανόνα και τις υπογραφές, ρίχνοντάς τα "σε έναν ανεμιστήρα". Στοίβες από σημειωματάρια τοποθετούνται στη δεξιά πλευρά του τραπεζιού με τις αρχικές σελίδες με την υπογραφή προς τα κάτω, τις επάνω άκρες προς το μέρος σας και τις ράχες προς τα αριστερά (Εικ. 5.2).
|
|

Ρύζι. 5.2. Διάταξη σημειωματάριων και μπλοκ κατά τη μη αυτόματη συναρμολόγηση μπλοκ με καρτέλα: B - στοίβα εσωτερικών σημειωματάριων. N - στοίβα εξωτερικών φορητών υπολογιστών. O - στοίβα καλυμμάτων. B - στοίβα ολοκληρωμένων μπλοκ
Η στοίβα των εσωτερικών σημειωματάριων τοποθετείται πρώτη στα δεξιά και η στοίβα των εξωτερικών σημειωματάρια τοποθετείται τελευταία στα αριστερά. Στα αριστερά της στοίβας των εξωτερικών σημειωματάριων υπάρχει μια στοίβα από εξώφυλλα. Για ευκολία στη χρήση, οι στοίβες των σημειωματάριων και των εξωφύλλων κατασκευάζονται σε διαφορετικά ύψη έτσι ώστε κάθε στοίβα στα αριστερά να είναι 1-1,5 cm χαμηλότερα από τη δεξιά. Το ύψος του δεξιού ποδιού δεν πρέπει να υπερβαίνει τα 20 cm, διαφορετικά μπορεί να θρυμματιστεί εάν μετακινηθεί απρόσεκτα. Μια στοίβα από διπλωμένα καλύμματα τοποθετείται ξεδιπλωμένα με τις πτυχές προς τα πάνω και τις επάνω άκρες προς το μέρος σας, καθώς σε διπλωμένη μορφή είναι αδύνατο να στοιβάζονται τα καλύμματα σε σχετικά υψηλή στοίβα και είναι δύσκολο να τα χωρίσετε ένα προς ένα κατά τη διαδικασία αναδίπλωσης .
Όταν εργάζεται, ο πράκτορας στοιχημάτων με το δεξί του χέρι χωρίζει το πάνω σημειωματάριο του δεξιού ποδιού και ταυτόχρονα με το αριστερό του χέρι ανοίγει το επάνω σημειωματάριο του διπλανού ποδιού που βρίσκεται στα αριστερά, μετά από το οποίο σπρώχνει το εσωτερικό σημειωματάριο του μπλοκ στην εξωτερική. Στη συνέχεια επαναλαμβάνονται οι κινήσεις των χεριών: με το δεξί χέρι, μέρος του ολοκληρωμένου μπλοκ σπρώχνεται στο επόμενο σημειωματάριο του τρίτου ποδιού, ανοίγει με το αριστερό κ.λπ., και ολόκληρο το μπλοκ σπρώχνεται στο κάλυμμα που ανοίγει με το αριστερό χέρι. Το ολοκληρωμένο και καλυμμένο μπλοκ τοποθετείται στην αριστερή άκρη του τραπεζιού. Όταν το ύψος της στοίβας των ολοκληρωμένων μπλοκ φτάσει σε μια τιμή κατάλληλη για περαιτέρω επεξεργασία, σπρώχνεται προσεκτικά πρώτα κατά μήκος της άνω άκρης και στη συνέχεια στη ράχη και τοποθετείται στο διπλανό τραπέζι εργασίας μιας συρμάτινης ραπτομηχανής ή σε φορτηγά για αποστολή σε μεταγενέστερες εργασίες ή σε αποθήκη ημικατεργασμένων προϊόντων.
Κατά την παραγωγή εκδόσεων σε δεσμευτικό εξώφυλλο, η τεχνολογία για τη συναρμολόγηση μπλοκ με ένθετα είναι παρόμοια, αλλά η ίδια η διαδικασία συναρμολόγησης τελειώνει με την εισαγωγή τμημάτων των μπλοκ σε εξωτερικά σημειωματάρια με ακραία χαρτιά κολλημένα και στις δύο πλευρές και ακίδες με άκρες.
Χειροκίνητη συλλογή
Η μη αυτόματη συναρμολόγηση μπλοκ βιβλίων με επιλογή με μικρό αριθμό σημειωματάριων στα μπλοκ, καθώς και κατά τη συμπλήρωση με ένθετο, πραγματοποιείται σε οριζόντιο τραπέζι. Πριν τα τοποθετήσει στο τραπέζι, ο εργαζόμενος ελέγχει την ποιότητα των εισερχόμενων ημικατεργασμένων προϊόντων, απορρίπτοντας βρώμικα και κατεστραμμένα σημειωματάρια. Ένα σημάδι με ένα χρωματιστό μολύβι πρέπει να εφαρμοστεί στις ράχες ή στις επάνω άκρες της στοίβας των τελευταίων σημειωματάριων του μπλοκ για να διευκολυνθεί ο διαχωρισμός των ολοκληρωμένων τεμαχίων πριν από τη συρραφή τους. Αυτό το σήμα μπορεί επίσης να είναι το σήμα του εκτελεστή εάν η συλλογή εκτελείται από δύο ή περισσότερους εργάτες.
Εάν δεν υπάρχουν περισσότερα από 8 σημειωματάρια σε ένα μπλοκ, τότε οι στοίβες των σημειωματάριων τοποθετούνται στο τραπέζι ανά ζευγάρια, σε ίση απόσταση από το χώρο εργασίας του καλλιτέχνη, με τη σπονδυλική στήλη διπλωμένη προς τα δεξιά και τις επάνω άκρες προς το μέρος σας, στο σειρά που φαίνεται στο Σχ. 5.3. Η συναρμολόγηση των μπλοκ ξεκινά με το τελευταίο σημειωματάριο, τοποθετώντας το με το δεξί σας χέρι στο τραπέζι μπροστά σας, μετά το οποίο το προτελευταίο σημειωματάριο τοποθετείται πάνω του με το αριστερό σας χέρι. Στη συνέχεια, η διαδικασία συλλογής επαναλαμβάνεται έως ότου η στοίβα των ολοκληρωμένων τεμαχίων φτάσει σε ύψος κατάλληλο για μεταγενέστερη επεξεργασία.

Ρύζι. 5.3. Σχέδιο τοποθέτησης στοίβων σημειωματάριων κατά την ολοκλήρωση μιας επιλογής μπλοκ μικρού όγκου: 1-8 - στοίβες σημειωματάριων. B - στοίβα ολοκληρωμένων μπλοκ
Εάν ο αριθμός των σημειωματάριων σε μια έκδοση είναι μεγαλύτερος από 8, τότε τοποθετείται μια βάση ύψους 10 cm στην επιφάνεια εργασίας, ώστε οι στοίβες των σημειωματάριων να μπορούν να στοιβάζονται σε δύο σειρές σε διαφορετικά ύψη. Στην πρώτη σειρά, πιο μακριά από τον εργαζόμενο, στοίβες σημειωματάρια από το πρώτο μισό του μπλοκ τοποθετούνται σε βάση, τοποθετώντας τα από αριστερά προς τα δεξιά. Στη δεύτερη, κοντινή σειρά, τοποθετούνται στοίβες από σημειωματάρια από το δεύτερο μισό του μπλοκ από δεξιά προς τα αριστερά. Η συναρμολόγηση των μπλοκ ξεκινά με το τελευταίο σημειωματάριο, τοποθετώντας τα στην παλάμη του αριστερού χεριού ή σε ένα χαρτόνι με την κατάλληλη μορφή και μετακινώντας κατά μήκος του τραπεζιού από αριστερά προς τα δεξιά και από δεξιά προς τα αριστερά. Σε ένα βήμα, ο εργαζόμενος μαζεύει πολλά τετράγωνα με το πόδι του σε ύψος που τον βολεύει να δουλέψει.
Εάν ο αριθμός των σημειωματάριων στις εκδόσεις βιβλίων είναι μεγαλύτερος από 20, τότε συνιστάται να κάνετε την επιφάνεια εργασίας σε σχήμα U. Σε αυτή την περίπτωση, ο εργαζόμενος μπορεί να κάνει μάζεμα ενώ κάθεται σε μια βιδωτή καρέκλα. Με τη λεγόμενη τεχνολογία notebook, όταν τα μπλοκ βιβλίων μπορούν να αποτελούνται από πολλές δεκάδες φύλλα φορμά A4 ή A5, εγκαθίσταται στην επιφάνεια εργασίας ένα ράφι δύο ή τριών επιπέδων με κελιά στα οποία μπορούν να στοιβάζονται πολλές εκατοντάδες εκτυπώσεις.
Αφού συναρμολογηθεί η στοίβα, σπρώχνεται κατά μήκος του πάνω άκρου και πάνω στη ράχη, ελέγχεται η ορθότητα του συγκροτήματος χρησιμοποιώντας τα σημάδια της ράχης και στη συνέχεια τοποθετείται στο διπλανό τραπέζι μιας μηχανής για ράψιμο ή μη στερέωση μπλοκ. Σε μεσαίες και μεγάλες επιχειρήσεις, τα ολοκληρωμένα μπλοκ τοποθετούνται σε σωρούς ύψους έως 30 cm σε φορτηγά με πτυσσόμενα ράφια ή στο ράφι ενός εναέριου μεταφορικού φορέα.
Ερώτηση Νο. 3 Παράγοντες που επηρεάζουν την ποιότητα των μπλοκ κατά τη διαδικασία κόλλησης, ξήρανσης και πτύχωσης της σπονδυλικής στήλης
Οι δείκτες της ποιότητας της επεξεργασίας της ράχης των μπλοκ εξαρτώνται από τη μέθοδο και τους τρόπους κόλλησης, ξήρανσης και πτύχωσης της ράχης και τεχνολογικούς παράγοντες - δείκτες της ποιότητας του χαρτιού και του όγκου των σημειωματάριων του μπλοκ.
Μέθοδοι και τρόποι κόλλησης της σπονδυλικής στήλης. Σύμφωνα με την Κρατική Ενιαία Επιχείρηση της Μόσχας, η επιλογή κόλλησης και ξήρανσης της σπονδυλικής στήλης σε σφιγμένη κατάσταση, που πραγματοποιείται σε σύγχρονες μηχανές κόλλησης-ξήρανσης, είναι τεχνολογικά η πιο προηγμένη, καθώς παρέχει μέγιστη αντοχή για κόλληση σημειωματάριων σε υψηλές τιμές συντελεστές συμπύκνωσης και διατμητική αντίσταση των τεμαχίων.
Κατανάλωση κόλλας. Εάν η συσκευή σφράγισης μπλοκ εξασφαλίζει την εφαρμογή ενός λεπτού στρώματος κόλλας υψηλής συγκέντρωσης και οποιουδήποτε ιξώδους με διείσδυση της κόλλας μεταξύ των παχύρρευστων των πτυχών της ράχης των παρακείμενων σημειωματάριων, τότε η αντοχή κόλλησης των notebook αυξάνεται με την αύξηση της κατανάλωσης κόλλας έως 0,6 kg/m2 για όλους τους τύπους χαρτιού (Εικ. 6.2, α) . Τριπλάσια αύξηση στην κατανάλωση κόλλας παρέχει περίπου 1,5 φορές αύξηση στην αντοχή κόλλησης των notebook που είναι κατασκευασμένα από μη αυτοκόλλητους τύπους χαρτιού και 1,6-2,5 φορές αύξηση στα σημειωματάρια από κολλημένο χαρτί offset, ενώ η απόλυτη αύξηση της αντοχής κόλλησης είναι έως 0,5 και 0, αντίστοιχα, 0,2 daN/cm (kgf/cm).

Ρύζι. 6.2. Εξάρτηση της αντοχής της κόλλησης μπλοκ φορητών υπολογιστών που σφραγίζονται με PVAD: α - από την κατανάλωση κόλλας. β - στη συγκέντρωση της κόλλας. 1 - χαρτί γράμματος αρ. 3. 2 - για τυπογραφική εκτύπωση Νο. 2; 3 - για τυπογραφική εκτύπωση Νο. 1; 4 - offset Νο. 2; 5 - offset Νο. 1
Συγκέντρωση κόλλας. Η αύξηση της συγκέντρωσης της κόλλας σε σταθερή κατανάλωση (Εικ. 6.2, β) δίνει σημαντικά μεγαλύτερο αποτέλεσμα: μια διπλή αύξηση της συγκέντρωσης παρέχει αύξηση της αντοχής της κόλλησης των σημειωματάριων που είναι κατασκευασμένα από μη κολλημένους τύπους χαρτιού γράμματος κατά 1,5-2,5 φορές (κατά 0,5-0 ,6 daN/cm) και 3,0-4,5 φορές (περίπου 0,4 daN/cm) για πλαστικοποιημένο χαρτί όφσετ. Η χρήση συμπυκνωμένης κόλλας με σταθερή κατανάλωση ξηρής ύλης παρέχει μεγαλύτερη αντοχή για τη συγκόλληση σημειωματάριων, καλύτερες συνθήκες για το στέγνωμα της σπονδυλικής στήλης και σας επιτρέπει να εξοικονομείτε κόλλα κατά την επεξεργασία μπλοκ μη κολλημένων τύπων χαρτιού, εάν ο ρυθμός κατανάλωσης κόλλας είναι σετ με βάση την απαίτηση για την απαιτούμενη αντοχή κόλλησης των notebook σύμφωνα με τη διάρκεια ζωής της έκδοσης.
Σύμφωνα με την Κρατική Ενιαία Επιχείρηση της Μόσχας, όταν κολλάτε τη ράχη των μπλοκ που αποτελούνται από σημειωματάρια 32 σελίδων με αδιάλυτη κόλλα 50% σύμφωνα με το ποσοστό κατανάλωσης ξηρής ύλης κατά το στέγνωμα της σπονδυλικής στήλης, είναι απαραίτητο να αφαιρέσετε όχι περισσότερο από 30% της υγρασίας που εισάγεται με την κόλλα. Η υπολειπόμενη υγρασία φιλτράρεται στο χαρτί και παραμένει στην αυτοκόλλητη μεμβράνη χωρίς να παρεμβαίνει σε επακόλουθες εργασίες. Απλοί υπολογισμοί δείχνουν ότι όταν χρησιμοποιούνται αραιωμένες κόλλες που περιέχουν 33% ξηρό υπόλειμμα, σύμφωνα με τις συστάσεις των τεχνολογικών οδηγιών και τα πρότυπα κατανάλωσης υλικού, κατά το στέγνωμα είναι απαραίτητο να αφαιρεθεί 4 φορές περισσότερη υγρασία για να επιτευχθεί η ίδια περιεκτικότητα σε υγρασία.
Λειτουργία στεγνώματος σπονδυλικής στήλης. Με μεθόδους εντατικής ξήρανσης, καθώς η κόλλα αφυδατώνεται, η αντοχή συγκόλλησης των μπλοκ σημειωματάριων αυξάνεται, φτάνει στο μέγιστο με την απώλεια περίπου 60% της υγρασίας που εισάγεται με τη συγκέντρωση κόλλας 33% και στη συνέχεια μειώνεται. Η ισχύς συγκόλλησης των notebook στη βέλτιστη περιεκτικότητα υγρασίας αυξάνεται όταν χρησιμοποιούνται σκληρές λειτουργίες στεγνώματος με ακτινοβολία-συναγωγή (με αυξανόμενη ισχύ και θερμοκρασία του εκπομπού, μειώνοντας την απόσταση από τον πομπό - καμπύλη 1 στην Εικ. 6.3), η οποία προφανώς συμβάλλει στη σύντηξη σωματίδια οξικού πολυβινυλίου, σχηματισμός μονολιθικού φιλμ και πολυμερές διάχυσης σε χαρτί.

Ρύζι. 6.3. Εξάρτηση της αντοχής της κόλλησης μπλοκ φορητών υπολογιστών από την ποσότητα υγρασίας που αφαιρείται κατά το στέγνωμα με λαμπτήρες υπερύθρων χαλαζία: 1 - όταν κολλάτε τη ράχη με 50% PVAD. 2 - κατά τη σφράγιση με 33% PVAD
Λειτουργίες πτύχωσης της σπονδυλικής στήλης. Όταν κολλάτε και στεγνώνετε τις ρίζες των τεμαχίων σε κατάσταση σύσφιξης, οι τρόποι πτύχωσης είναι η πίεση και η ποσότητα των αγκάθων που αφήνουν τους σφιγκτήρες του μεταφορέα της μηχανής ξήρανσης κόλλησης.
Με την αυξανόμενη απελευθέρωση των αγκάθων του μπλοκ από τους σφιγκτήρες και την πίεση πτύχωσης, οι ράβδοι του μπλοκ ανοίγουν προς τα έξω, γεγονός που επιτρέπει στην κόλλα να διεισδύσει σε μεγαλύτερο βάθος μεταξύ των πτυχών. Σε αυτήν την περίπτωση, η αντοχή της κόλλησης σημειωματάριων και μπλοκ βιβλίων αρχικά αυξάνεται (για διαφορετικούς τύπους χαρτιού κατά 20-30%), φτάνει σε ένα ορισμένο μέγιστο και στη συνέχεια μειώνεται (Εικ. 6.4, α και 6.5, α). Με την αύξηση της απελευθέρωσης των ριζών από τους σφιγκτήρες, ο συντελεστής συμπίεσης των τεμαχίων μειώνεται (Εικ. 6.4, β) και ο συντελεστής διατμητικής αντίστασης αυξάνεται ελαφρώς. Η αύξηση της πίεσης πτύχωσης αυξάνει τον συντελεστή συμπίεσης (Εικ. 6.4, β), αλλά μειώνει τον συντελεστή διατμητικής αντίστασης της σπονδυλικής στήλης. Η βέλτιστη τιμή για να βγαίνουν οι ράχες από τους σφιγκτήρες είναι 6-8 mm και η πίεση πτύχωσης είναι περίπου 1-3 MPa, ανάλογα με τον τύπο φινιρίσματος και την ογκομετρική μάζα του χαρτιού, τον όγκο των σημειωματάριων και το πάχος του ΟΙΚΟΔΟΜΙΚΟ ΤΕΤΡΑΓΩΝΟ. Με αυτές τις τιμές των παραμέτρων πτύχωσης, διασφαλίζεται η μέγιστη αντοχή της κόλλησης του σημειωματάριου και οι επαρκώς υψηλές τιμές των συντελεστών συμπίεσης και διατμητικής αντίστασης μπλοκ, γεγονός που εξασφαλίζει υψηλή ποιότητα των ημικατεργασμένων προϊόντων σε επόμενες εργασίες μηχανικής επεξεργασίας της ράχης μπλοκ βιβλίων.

Ρύζι. 6.4. Εξάρτηση της αντοχής της κόλλησης των σημειωματάριων (α) και του συντελεστή συμπίεσης των μπλοκ (β) από την τιμή της ράχης που βγαίνει από τους σφιγκτήρες για μπλοκ χαρτιού γράμματος: 1 - Νο. 1, PVAD 33%; 2 - Νο. 1, PVAD 50%; 3 - Νο. 3, PVAD 50%
Κατά την επεξεργασία μπλοκ βήμα προς βήμα, πραγματοποιείται μονή ή διπλή πτύχωση της σπονδυλικής στήλης σε μηχανές πτύχωσης μπλοκ τύπου BPB-270 σε πίεση περίπου 3-4 MPa (30-40 kgf/cm2).
Η πτύχωση της ράχης των τεμαχίων μετά το στέγνωμα αυξάνει τον συντελεστή συμπύκνωσης, μειώνει τον συντελεστή αντίστασης του μπλοκ στη διάτμηση και δεν επηρεάζει την αντοχή της κόλλησης των μπλοκ φορητών υπολογιστών.

Ρύζι. 6.5. Εξάρτηση της αντοχής συγκόλλησης των σημειωματάριων (α) και του συντελεστή συμπίεσης των μπλοκ (β) από την πίεση σύσφιξης για μπλοκ χαρτιού επιστολόχαρτου: 1 - Νο. 1, 33% PVAD; 2 - Νο. 1, 50% PVAD; 3 - Νο. 3, 50% PVAD; 4 - Νο. 3, 33% PVAD
Μέγεθος, σύνθεση και ογκομετρικό βάρος χαρτιού. Οι κολλημένοι τύποι χαρτιού διαβρέχονται λιγότερο καλά από το PVAD και δίνουν λιγότερη αντοχή στην αυτοκόλλητη ραφή, επομένως η αντοχή της κόλλησης των σημειωματάριων μπλοκ από κολλημένο χαρτί όφσετ (βλ. καμπύλες 4 και 5 στο Σχ. 6.2), με άλλα ίσα, είναι 2-4,5 φορές χαμηλότερο από αυτό των μη κολλημένων τύπων χαρτιού γράμματος (βλ. καμπύλες 1-3 στο Σχ. 6.2). Το χαρτί που περιέχει ξυλοπολτό (Νο. 2 και Νο. 3), σε σύγκριση με το χαρτί που κατασκευάζεται μόνο από κυτταρίνη (Νο. 1), έχει κατά κανόνα μικρότερη πυκνότητα όγκου, μεγαλύτερο πορώδες, διαβρέχεται καλύτερα με κόλλα και επομένως παρέχει σημαντικά μεγαλύτερη δύναμη κόλλησης.
Τόμος μπλοκ σημειωματάρια. Εάν το μπλοκ αποτελείται από σημειωματάρια 32 σελίδων, τότε σε σύγκριση με τετράδια 16 σελίδων με την ίδια κατανάλωση κόλλας, η αντοχή κόλλησης των σημειωματάριων είναι περίπου 10-15% υψηλότερη λόγω της αύξησης του πλάτους κόλλησης μεταξύ των πτυχών της ράχης του διπλανά τετράδια.
Περιεκτικότητα σε υγρασία χαρτιού. Ο συντελεστής συμπίεσης των μπλοκ και η αντοχή της ραφής κόλλας σε χαρτί με χαμηλή υγρασία αυξάνονται όταν χρησιμοποιείται PVAD αραιωμένο σε 40-45% περιεκτικότητα σε ξηρή ύλη, αλλά η αντοχή της συγκολλητικής μεμβράνης μειώνεται σημαντικά. Το χαρτί με χαμηλή υγρασία στο πρώτο στάδιο σχηματισμού ραφής κόλλας απορροφά πολύ έντονα την υγρασία από την κόλλα, γεγονός που μειώνει τη διαβρεξιμότητα του χαρτιού με κόλλα και την αντοχή της κολλητικής ραφής. Εάν ληφθούν μπλοκ με χαμηλή (λιγότερη από 5%) υγρασία για την κόλληση της ράχης, τότε η συγκέντρωση της κόλλας θα πρέπει να μειωθεί ελαφρώς. Η αντοχή της κόλλησης των σημειωματάριων μπορεί να αυξηθεί εάν οι ράχες των μπλοκ επικαλυφθούν δύο φορές με κόλλα: διαδοχικά αραιωμένο και συμπυκνωμένο PVAD.
Βιβλιογραφία
Εγχειρίδιο τεχνολόγου εκτυπώσεων. Μέρος 6. Διαδικασίες βιβλιοδεσίας/Σύνθ. L.G. Granskaya, O.B. Kuptsova. - Μ.: Βιβλίο, 1985.
Τεχνολογία μετά από διαδικασίες εκτύπωσης. D.V. Vorobyov 2000.
Φυσικά, όσοι θέλουν να ξεκινήσουν τη δική τους παραγωγή notebook δεν θα γίνουν οι πρωτοπόροι αυτής της επιχείρησης, ωστόσο, θα είναι αρκετά εύκολο για αυτούς να τα καταφέρουν. Είναι αδύνατο να φανταστεί κανείς έναν άνθρωπο χωρίς σημειωματάριο, τετράδιο ή άλλα είδη γραφικής ύλης, ανεξάρτητα από το αν είναι νοικοκυρά ή μαθητής, ηλικιωμένος ή νέος. Υπάρχουν σε κάθε χαρτοφύλακα, σακίδιο ή τσάντα. Αυτός είναι ο λόγος για τον οποίο μια επιχείρηση όπως η παραγωγή φορητών υπολογιστών στη Ρωσία είναι σε ζήτηση.
Έναρξη δραστηριότητας
Αρχικά, ένας επιχειρηματίας πρέπει να συνάψει μια μακροπρόθεσμη συμφωνία με έναν οργανισμό που ασχολείται με την ανακύκλωση χαρτιού.
Έτσι, θα απαλλαγεί από προβλήματα με την προμήθεια πρώτων υλών για την παραγωγή του notebook, κάτι που είναι σημαντικό σε συνθήκες μεγάλου ανταγωνισμού στην αγορά γραφικής ύλης.
Από αυτό εξαρτάται όχι μόνο ο μελλοντικός κύκλος εργασιών, αλλά και το αναμενόμενο κέρδος. Όσο μεγαλύτερη είναι η ποικιλία των notebook, τόσο περισσότεροι πελάτες ή αγοραστές θα τα αγοράσουν από έναν συγκεκριμένο κατασκευαστή, πράγμα που σημαίνει ότι τα έσοδα από τις επιχειρήσεις θα αυξηθούν.
Η οργάνωση της παραγωγής σχολικών τετραδίων ή σημειωματάριων δεν είναι τόσο δύσκολη, αν και, φυσικά, είναι αδύνατο να πραγματοποιηθεί στο σπίτι. Για να εργαστείτε, θα χρειαστείτε ειδικό εξοπλισμό που λειτουργεί με ακρίβεια υπολογιστή.
Χαρακτηριστικά της αγοράς
Η παραγωγή σημειωματάριων, σύμφωνα με τους ειδικούς, είναι μια πολύ κερδοφόρα επιχείρηση. Εξάλλου, τα σημειωματάρια, ανεξάρτητα από τον αριθμό των φύλλων, έχουν πάντα μεγάλη ζήτηση. Πωλούνται συνεχώς και αγοράζονται πιο ενεργά την παραμονή της έναρξης της σχολικής περιόδου.
Ταυτόχρονα, οι αγοραστές πολύ σπάνια θυμούνται το όνομα μιας μάρκας· επιπλέον, δεν είναι απαιτητικοί από τις μάρκες σε αυτόν τον τομέα. Για αυτούς, το κύριο πράγμα είναι η τιμή, ο σχεδιασμός και η ποιότητα. Ως εκ τούτου, για να αυξήσουν το επίπεδο των πωλήσεων των προϊόντων τους, πολλοί κατασκευαστές προσπαθούν με κάθε μέσο να προσελκύσουν τους καταναλωτές σε αυτά, προσφέροντάς τους όχι μόνο αποκλειστικά προϊόντα, αλλά και νέες συλλογές.
Κατά τη διαδικασία ανάπτυξης του σχεδιασμού των σημειωματάριων, είναι επιτακτική ανάγκη να ληφθεί υπόψη ένας αρκετά μεγάλος αριθμός διαφορετικών αποχρώσεων. Είναι απαραίτητο να ληφθεί υπόψη όχι μόνο η ηλικιακή κατηγορία ή οι προτιμήσεις των νεαρών αγοραστών, αλλά και η κοινωνική τους θέση. Είναι πολύ σημαντικό να επιλέξετε την κατάλληλη στιγμή για να ξεκινήσετε την κυκλοφορία προϊόντων με άδεια, όταν η δημοτικότητα μιας συγκεκριμένης σειράς γίνει ασυνήθιστα υψηλή ή, για παράδειγμα, έχει προγραμματιστεί η πρεμιέρα ενός συγκλονιστικού καρτούν ή ταινίας τις επόμενες ημέρες.
Ταυτόχρονα, ακόμη και οι πιο έμπειροι έμποροι δεν μπορούν να είναι εκατό τοις εκατό σίγουροι ότι η παραγωγή σημειωματάριων με την εικόνα αυτών των αγαπημένων χαρακτήρων (η δεύτερη έκδοση) θα έχει την ίδια ζήτηση με την κυκλοφορία της πρώτης. Ταυτόχρονα, σύμφωνα με τους επικεφαλής μεγάλων εταιρειών που παράγουν χαρτικά, είναι απαραίτητο να αλλάζει η συλλογή τουλάχιστον μία φορά το χρόνο, αν και ορισμένοι παίκτες αυτής της αγοράς τις ενημερώνουν δύο ή τρεις φορές σε κάθε νέα σεζόν.
Τεχνολογία παραγωγής φορητών υπολογιστών

Η κατασκευή περιλαμβάνει μόνο δύο στάδια. Αρχικά, τα φύλλα σημειωματάριων εκτυπώνονται σύμφωνα με τις διατάξεις του σχεδιαστή και διπλώνονται. Το δεύτερο στάδιο είναι η στερέωσή τους. Χρησιμοποιώντας συρραπτικά, αποκτώνται σημειωματάρια με μικρό αριθμό σελίδων.
Ενώ με τον μεγάλο όγκο τους, η σύνδεση πραγματοποιείται τόσο με συνδετήρες όσο και με ελατήρια. Κατά τη δημιουργία εξωφύλλων, χρησιμοποιούμε τεχνολογία εκτύπωσης υπεριώδους μελάνης, η οποία καθιστά δυνατή τη χρήση ολόκληρης της παλέτας χρωμάτων. Αυτό τα κάνει ακόμα πιο ελκυστικά. Επιπλέον, η παραγωγή φορητών υπολογιστών ενίοτε περιλαμβάνει τη χρήση τεχνολογιών συνεχούς ή επιλεκτικού βερνικιού, καθώς και ανάγλυφη επιφάνεια.
Θέματα αδειοδότησης
Για να τοποθετήσετε εικόνες κινουμένων σχεδίων στο εξώφυλλο ενός σημειωματάριου, ο ιδιοκτήτης ενός τυπογραφικού οργανισμού πρέπει να λάβει τη συγκατάθεση της εταιρείας κινουμένων σχεδίων ή να αγοράσει άδεια από αυτήν. Μπορείτε να πληρώσετε για την άδεια αμέσως ή μπορείτε να την πάρετε ως εγγύηση.
Πρέπει να πούμε ότι πολλές μικρές ιδιωτικές επιχειρήσεις που συναλλάσσονται με μαθητές ούτε καν το σκέφτονται αυτό, τοποθετώντας οποιαδήποτε φωτογραφία ή χαρακτήρα στα προϊόντα τους. Αυτές οι μικρές εταιρείες χρησιμοποιούν παράνομα τις εικόνες άλλων ανθρώπων επειδή δεν θέλουν να πληρώσουν αρκετά υψηλά τέλη άδειας χρήσης. Ωστόσο, αν και αυτό εφαρμόζεται παντού, αυτή η προσέγγιση είναι γεμάτη με πολλά προβλήματα και πρώτα απ 'όλα προβλήματα με τη φορολογική επιθεώρηση.
Τα σημειωματάρια με φωτογραφίες νεαρών ειδώλων, χαρακτήρες κινουμένων σχεδίων ή χαρακτήρες από τηλεοπτικές σειρές στο εξώφυλλο είναι λίγο πιο ακριβά από τα κανονικά. Και αυτό δεν προκαλεί έκπληξη, αφού η τιμή τους περιλαμβάνει το κόστος μιας άδειας, που φτάνει τις πολλές χιλιάδες δολάρια. Συνήθως, μια άδεια αγοράζεται για αρκετά χρόνια. Ωστόσο, στις περισσότερες περιπτώσεις, η πραγματική περίοδος χρήσης είναι πολύ μικρότερη, αφού οι προτιμήσεις ή τα γούστα των παιδιών και των νέων αλλάζουν αρκετά γρήγορα.
Εξοπλισμός
Όπως κάθε παραγωγή, έτσι και η παραγωγή φορητών υπολογιστών απαιτεί επίσης την παρουσία μηχανημάτων και άλλου εξοπλισμού. Αρχικά, φυσικά, πρέπει να νοικιάσετε ή να αγοράσετε τις κατάλληλες εγκαταστάσεις όπου μπορούν να τοποθετηθούν. Ο εξοπλισμός για την παραγωγή σημειωματάριων είναι ο εξής: πρέσα σύσφιξης, μηχανή ραπτικής και κοπής φύλλων, μηχάνημα κοπής χαρτιού με τρία μαχαίρια, θεωρείται βέλτιστο να υπάρχουν τουλάχιστον δύο αντίγραφα, μηχανή διάτρησης και κοπής , ένα πτυσσόμενο μηχάνημα και μονάδες για σφράγιση φύλλου. Επιπλέον, σε ορισμένες περιπτώσεις μπορεί να χρειαστείτε συσκευές εκτύπωσης, για τις οποίες θα χρειαστεί να αγοράσετε ειδικούς κυλίνδρους.

Ιδιαιτερότητες
Μπορείτε, φυσικά, να εξοικονομήσετε σχεδόν το ήμισυ του κόστους και να αγοράσετε μεταχειρισμένα μηχανήματα που πωλούνται από τις ίδιες επιχειρήσεις, αλλά το μεγαλύτερο μέρος αυτού του εξοπλισμού, που έχει ήδη χρησιμοποιηθεί, είναι εδώ και πολύ ξεπερασμένο. Επιπλέον, πολλά από τα μηχανήματα στα οποία λειτουργούσαν αυτά τα τυπογραφεία αγοράστηκαν στα μέσα του περασμένου αιώνα και η φθορά τους μπορεί να είναι πολύ μεγάλη σήμερα.
Θα πρέπει επίσης να ληφθεί υπόψη ότι η παραγωγή τέτοιων ειδών γραφείου θεωρείται επιβλαβής, επομένως όλος ο αγορασμένος εξοπλισμός πρέπει να συνοδεύεται από κατάλληλα πιστοποιητικά που επιβεβαιώνουν την ασφάλειά τους για τους ανθρώπους και το περιβάλλον.
Κόστος και αποπληρωμή
 Για να οργανωθεί η παραγωγή σημειωματάριων, ένα εργαστήριο θα απαιτήσει ένα δωμάτιο με εμβαδόν χιλίων τετραγωνικών μέτρων για να φιλοξενήσει εξοπλισμό.
Για να οργανωθεί η παραγωγή σημειωματάριων, ένα εργαστήριο θα απαιτήσει ένα δωμάτιο με εμβαδόν χιλίων τετραγωνικών μέτρων για να φιλοξενήσει εξοπλισμό.
Επιπλέον, θα χρειαστεί διοικητικός χώρος, καθώς και αποθήκες αποθήκευσης πρώτων υλών και τελικών προϊόντων.
Ο συνολικός αριθμός των εργαζομένων σε μια τέτοια επιχείρηση είναι, κατά μέσο όρο, πενήντα άτομα, το μεγαλύτερο μέρος των οποίων εργάζεται στην παραγωγή.
Ένα επιχειρηματικό σχέδιο για μια εταιρεία εκτύπωσης με μέση παραγωγικότητα θα απαιτήσει περισσότερα από δέκα εκατομμύρια ρούβλια σε έξοδα. Η μέση περίοδος απόσβεσης για ένα τέτοιο έργο θα είναι τουλάχιστον τρία χρόνια.
Το συνολικό κόστος όλου του απαιτούμενου εξοπλισμού θα είναι από πέντε εκατομμύρια ρούβλια και εάν οι υπολογισμοί γίνουν με βάση το κόστος μηχανών ρωσικής κατασκευής με αρκετά υψηλή παραγωγικότητα. Σε αυτή την περίπτωση, μπορείτε να παραγγείλετε από εγχώρια εργοστάσια κατασκευής μηχανημάτων ή να αγοράσετε νέο εξοπλισμό στο εξωτερικό, ο οποίος θα κοστίσει πολύ περισσότερο.
Πρόσθετο κέρδος
Η παραγωγή σημειωματάριων μπορεί να επεκταθεί με την παραγωγή σημειωματάριων. Μπορούν να είναι όσο το δυνατόν πιο ποικίλα, φθηνά και ακριβά, σχεδιασμένα για να ταιριάζουν στο γούστο κάθε αγοραστή. Γενικά, τα είδη γραφείου θα είναι πάντα σε ζήτηση, επομένως μια τέτοια επιχείρηση έχει σχεδόν εκατό τοις εκατό επιτυχία. Ωστόσο, έχοντας αποφασίσει να ασχοληθεί με αυτό το είδος παραγωγής, ένας επιχειρηματίας πρέπει απαραίτητα να καταρτίσει ένα επιχειρηματικό σχέδιο που θα τον βοηθήσει να αποφύγει πολλά λάθη.
Ερώτηση Νο. 1. Αναφέρετε τα κύρια στάδια κατασκευής απλών σημειωματάριων. Τεχνολογία ώθησης φύλλου και παράγοντες που επηρεάζουν την ακρίβεια και την απόδοση της ώθησης.
Φτιάχνοντας απλά σημειωματάρια
Μπλοκ διάγραμμα εκδόσεων TBPP στο εξώφυλλο
Μπλοκ διάγραμμα εκδόσεων TBPP σε δεσμευτικό εξώφυλλο

Η ονοματολογία για την επεξεργασία έντυπων προϊόντων που τροφοδοτούνται με φύλλα σε εκδόσεις βιβλίων, συμπεριλαμβανομένων των διαδικασιών φινιρίσματος και βιβλιοδεσίας, περιέχει περισσότερες από 70 διαφορετικές λειτουργίες που είναι απαραίτητες για τη μετατροπή των εκτυπώσεων σε μονάδες συσκευασίας για τα κύρια προϊόντα των τυπογραφείων βιβλίων. Ανάλογα με τον όγκο, το σχέδιο, το επίπεδο καλλιτεχνικού και εκτυπωτικού σχεδίου, τις απαιτήσεις για αντοχή και ανθεκτικότητα, ο αριθμός και η σύνθεση των λειτουργιών μπορεί να ποικίλλει σημαντικά, αλλά όλες μπορούν να ομαδοποιηθούν σε επτά ή οκτώ σύμπλοκα διαδοχικών λειτουργιών, τα οποία σε ένα ορισμένο στάδιο, παρουσία πηγών υλικών και η συσσώρευση ημικατεργασμένων προϊόντων μπορεί να πραγματοποιηθεί ανεξάρτητα. Σε μεγάλες τυπογραφικές επιχειρήσεις, προκειμένου να βελτιωθεί η οργάνωση της παραγωγής, αυτά τα συγκροτήματα χωρίζονται σε εργαστήρια ή τμήματα ενός μεγάλου εργαστηρίου και στο σχολικό βιβλίο ομαδοποιούνται σε ενότητες, γεγονός που συμβάλλει στην αφομοίωση του περιεχομένου της πειθαρχίας TBPP και η ίδια η έννοια της «τεχνολογίας»: δεν είναι μόνο ένα σύνολο μεθόδων επεξεργασίας, αλλαγής ιδιοτήτων και μορφών υλικού ή ημικατεργασμένου προϊόντος στην παραγωγική διαδικασία, αλλά επίσης ένας αυστηρός κατάλογος και ακολουθία εργασιών, αφαίρεσης και αναδιάταξης, που μπορεί να οδηγούν στην απώλεια σημαντικών καταναλωτικών ιδιοτήτων του προϊόντος, και στις διαδικασίες βιβλιοδεσίας - μια έκδοση βιβλίου.
Η συμπλήρωση ενός μπλοκ βιβλίων όχι από ξεχωριστά φύλλα, αλλά από σημειωματάρια δεν είναι μόνο ένας φόρος τιμής στην αρχαία τεχνολογία βιβλιοδεσίας χειρόγραφων και πρώιμων τυπωμένων βιβλίων, αλλά και μια τεχνολογική αναγκαιότητα. Η παραγωγή βιβλίων που συναρμολογούνται από σημειωματάρια και όχι από μεμονωμένα φύλλα (λοβούς), σας επιτρέπει να μειώσετε την ένταση εργασίας και την πιθανότητα σφαλμάτων κατά τη συναρμολόγηση του μπλοκ, να επιλέξετε μια μέθοδο στερέωσης και επεξεργασίας που εξασφαλίζει καλό άνοιγμα, υψηλή αντοχή και ανθεκτικότητα του βιβλίου. Είναι τεχνολογικά και οικονομικά εφικτή η σύνταξη μπλοκ βιβλίων από λεγόμενα απλά σημειωματάρια 32, 16 και 8 σελίδων, που λαμβάνονται αντίστοιχα με τετραπλάσια, τριπλάσια και διπλά συμμετρικά αναδιπλούμενα, καθώς αυτό εξασφαλίζει ελάχιστο χρόνο και κόστος εργασίας στις εργασίες κατασκευής μπλοκ, η υψηλή αντοχή στερέωσης ραψίματος και η καλή ποιότητα μηχανικής επεξεργασίας της ράχης, η πλήρης χρήση των τεχνολογικών δυνατοτήτων των μηχανημάτων εκτύπωσης και το ελάχιστο κόστος στις διαδικασίες προεκτύπωσης, σας επιτρέπει να αποκτήσετε τη μέγιστη αντοχή και ανθεκτικότητα των βιβλίων.
Η παραγωγή απλών σημειωματάριων βιβλίων από εκτυπώσεις που λαμβάνονται σε εκτυπωτικές μηχανές που τροφοδοτούνται με φύλλα περιλαμβάνει τις λειτουργίες ώθησης, κοπής και κοπής φύλλων σε κομμάτια, δίπλωμα, πίεση και δέσιμο σημειωματάριων και αποθήκευση τους έως ότου όλα τα δομικά μέρη του μπλοκ βιβλίου είναι έτοιμα για περαιτέρω επεξεργασία.
Φύλλα ώθησης
Η ευθυγράμμιση των άκρων διαφόρων υλικών φύλλων και εκτυπώσεων κατά μήκος δύο παρακείμενων άκρων της στοίβας πραγματοποιείται προκειμένου να αυξηθεί η αξιοπιστία των τροφοδοτικών μηχανών εκτύπωσης, φινιρίσματος και διπλώματος και η ποιότητα των προϊόντων των μηχανών κοπής χαρτιού με ένα μαχαίρι. Είναι απαραίτητο σε περιπτώσεις όπου η μετατόπιση φύλλων σε μια στοίβα λόγω ανακριβούς λειτουργίας της συσκευής λήψης και εξόδου των μηχανών εκτύπωσης φύλλων κοπής και τροφοδοσίας φύλλων ή απρόσεκτης μεταφοράς υπερβαίνει τις ανοχές για την ποσότητα μετατόπισης φύλλων για την αδιάλειπτη λειτουργία του τροφοδότες, για τη μορφή και την ακρίβεια κοπής υλικών και προϊόντων φύλλων. Το μη εκτυπωμένο χαρτί, οι εκτυπώσεις και τα διάφορα συνδετικά υλικά που τροφοδοτούνται με φύλλα συγκρούονται πριν από την εκτύπωση, το φινίρισμα, το σχίσιμο και το δίπλωμα.
Τεχνολογία σύγκρουσης
Η ώθηση των φύλλων γίνεται χειροκίνητα, με τη χρήση ημιαυτόματων μηχανημάτων ώθησης και αυτοματοποιημένων πολύπλοκων συστημάτων, τα οποία περιλαμβάνουν μηχανή ώθησης. Η χειροκίνητη ώθηση φύλλων πραγματοποιείται σε οριζόντιο τραπέζι με επίπεδη και λεία επιφάνεια, το πλάτος του οποίου είναι ελαφρώς μεγαλύτερο από τη διαγώνιο των φύλλων που επεξεργάζονται. Όταν πιέζει χειροκίνητα, ο εργαζόμενος μεταφέρει μια μικρή (εύχρηστη) στοίβα φύλλων από την παλέτα στο τραπέζι ώθησης, χρησιμοποιεί ειδικές τεχνικές για να σχηματίσει «λιπαντικό αέρα» μεταξύ των φύλλων της στοίβας, ανοίγει τη στοίβα με μια «σκάλα ”, το ισοπεδώνει με απαλά χτυπήματα στην επιφάνεια του τραπεζιού εναλλάξ κατά μήκος των άκρων της σωστής γωνίας, στη συνέχεια με την παλάμη του χεριού σας μετατοπίζει τον αέρα ανάμεσα στα φύλλα και τοποθετεί τη στοίβα στο τραπέζι τροφοδοσίας, στο μηχάνημα κοπής ή σε άλλη παλέτα. . Στη στοίβα που συγκρούστηκε, οι σωστές άκρες σημειώνονται με ένα χρωματιστό μολύβι ή, εάν το χαρτί προορίζεται για εκτύπωση εξωφύλλων και καρτ ποστάλ, κόβοντας τη σωστή γωνία έως και 10 mm από την κορυφή του. Κατά τη σφράγιση της μπροστινής πλευράς του φύλλου, η σωστή γωνία σημειώνεται με ένα ειδικό σημάδι - μια στενή λωρίδα μήκους έως 3 τετραγωνικών μέτρων. στην πλαϊνή άκρη του φύλλου. Τα σημάδια στο πόδι σχηματίζουν μια ευδιάκριτη λωρίδα στο τελικό πρόσωπο.
Με το χειροκίνητο σπρώξιμο, η εργασία του εργάτη είναι σκληρή και μη παραγωγική: σηκώνει και κατεβάζει κάθε στοίβα χαρτιού στην επιφάνεια του τραπεζιού από 2 έως 6 φορές, επεξεργάζοντας έως και 4 τόνους χαρτιού ανά βάρδια. Σε μικρές και μεσαίες εκτυπωτικές επιχειρήσεις, χρησιμοποιούνται για τη συρραφή μηχανές σελιδοποίησης που είναι απλές στη σχεδίαση και προσιτές τιμές. Ένα τέτοιο μηχάνημα έχει μια τεράστια βάση, ένα τραπέζι με δύο χαμηλούς τοίχους-στοπ, ένα σύστημα εμφύσησης φύλλων και μια ηλεκτρική κίνηση που εξασφαλίζει τη δόνηση του τραπεζιού κατά τη διαδικασία ώθησης. Κατά την εργασία, το τραπέζι παίρνει μια κεκλιμένη θέση και τα φύλλα, χάρη στη λίπανση του αέρα και τη δική τους βαρύτητα, ευθυγραμμίζονται με τα πλευρικά τοιχώματα. Η φόρτωση της μηχανής ώθησης πρέπει να γίνεται σε μικρές στοίβες, καθώς με μεγάλη μάζα της στοίβας, η απόδοση του φουσκώματος του φύλλου μειώνεται σημαντικά και ο χρόνος ευθυγράμμισης των φύλλων κατά μήκος των πλευρικών τοιχωμάτων αυξάνεται. Οι σύγχρονες μεσαίες και μεγάλες εκτυπωτικές επιχειρήσεις χρησιμοποιούν αυτοματοποιημένα σύνθετα συστήματα που εξυπηρετούν τις διαδικασίες ταξινόμησης, κοπής και όλων των σχετικών εργασιών χειρισμού.
Μετά την ταξινόμηση, τα φύλλα χαρτιού και οι εκτυπώσεις θα πρέπει να μετρηθούν και να στοιβάζονται σε στοίβες των 500 σε παλέτες σε στοίβες το ύψος των οποίων δεν πρέπει να υπερβαίνει το 1,6 m. Οι στοίβες πρέπει να χωρίζονται μεταξύ τους με λωρίδες έγχρωμου χαρτιού για να εκτιμηθεί η ποσότητα της εργασίας συμπληρωμένο και την ποσότητα χαρτιού που διατίθεται ή ημικατεργασμένων προϊόντων.
Το χαρτί και τα ημικατεργασμένα προϊόντα μετά τη σύγκρουση αξιολογούνται με βάση έναν μόνο δείκτη ποιότητας - ακρίβεια σύγκρουσης. Τα φύλλα στη στοίβα πρέπει να συγκρούονται (ευθυγραμμίζονται) με ακρίβεια, με ανοχή 3 mm για το χαρτί και 4 mm για τη βιβλιοδεσία. Η ακρίβεια της σύγκρουσης προσδιορίζεται οπτικά με το «άπλωμα» του ποδιού κατά μήκος των σωστών άκρων.
Παράγοντες που επηρεάζουν την ακρίβεια και την απόδοση της σύγκρουσης
Η ακρίβεια και η παραγωγικότητα της χειροκίνητης και μηχανικής σύγκρουσης φύλλων εξαρτάται από τη μορφή, την επιφανειακή πυκνότητα, τη χύδην πυκνότητα, την ομαλότητα και την περιεκτικότητα σε υγρασία του χαρτιού, καθώς και από τη μέση τιμή της αρχικής μετατόπισης των φύλλων και την κατάσταση των άκρων τους. .
Τα φύλλα μεγάλου μεγέθους είναι λιγότερο βολικά στη χρήση και, εφόσον όλα τα άλλα πράγματα είναι ίσα, έχουν μεγαλύτερη μάζα, επομένως μια στοίβα χαρτιού με λιγότερα φύλλα χρησιμοποιείται για ώθηση από ό,τι με μεσαία και μικρή μορφή. Η απόδοση σύγκρουσης μειώνεται κατά 17-20%. Το χαρτί με υψηλή επιφανειακή πυκνότητα, με άλλα πράγματα ίσα, έχει μεγαλύτερη μάζα, πάχος και ακαμψία, γεγονός που έχει διπλή επίδραση στην πολυπλοκότητα της λειτουργίας: αφενός, είναι απαραίτητο να σπρώξετε στοίβες χαρτιού με λιγότερα φύλλα, αλλά , από την άλλη πλευρά, τα χοντρά και άκαμπτα φύλλα χαρτιού ευθυγραμμίζονται σχετικά εύκολα κατά μήκος των άκρων. Για τους λόγους αυτούς, με αύξηση της επιφανειακής πυκνότητας του χαρτιού για κάθε 20%, η παραγωγικότητα του χαρτιού ώθησης με επιφανειακή πυκνότητα άνω των 90 g/m2 μειώνεται κατά περίπου 5%. Η σύγκρουση φύλλων λεπτών χαρτιών με χαμηλή πυκνότητα επιφάνειας είναι δύσκολη λόγω της χαμηλής ακαμψίας τους. Κατά την ευθυγράμμιση των φύλλων σε μια σκληρή επιφάνεια ενός τραπεζιού ή στους τοίχους μιας μηχανής πίεσης, η πιθανότητα να ζαρώσουν οι άκρες τους αυξάνεται σημαντικά. Λαμβάνοντας αυτό υπόψη, τα πρότυπα παραγωγής για την ώθηση χαρτιού με επιφανειακή πυκνότητα κάτω από 55 g/m2 έχουν μειωθεί κατά περίπου 17%. Λεπτοί τύποι χαρτιού με χαμηλή επιφανειακή πυκνότητα (για παράδειγμα, λεπτό χαρτί με επιφανειακή πυκνότητα 16 g/m2) είναι γενικά αδύνατο να συγκρουστούν· ισοπεδώνονται πιέζοντας κάθε φύλλο πάνω σε βελόνες.
Φύλλα καλενταρισμένου και επικαλυμμένου χαρτιού με υψηλή ομαλότητα γλιστρούν το ένα πάνω στο άλλο καλά και συγκρούονται εύκολα. Χαρτί υψηλής σκληρύνσεως με ομαλότητα άνω των 300 δευτερολέπτων και επικαλυμμένο χαρτί πριν από το κόψιμο και το σχίσιμο δεν μπορεί να ωθηθεί καθόλου, αλλά να ευθυγραμμιστεί πιέζοντάς το στον τροφοδότη και να σταματήσει όταν τοποθετείτε τη στοίβα στο τραπέζι μιας μηχανής κοπής χαρτιού μονής λεπίδας .
Η αυξημένη υγρασία του χαρτιού καθιστά δύσκολη την ώθηση, καθώς αυτό μειώνει την ακαμψία του και αυξάνει τον συντελεστή τριβής. Σε χαμηλή (λιγότερη από 5%) υγρασία, το χαρτί ηλεκτρίζεται εύκολα από τη στενή επαφή και την τριβή των φύλλων. Η συσσώρευση φορτίων κατά την ηλεκτροδότηση οδηγεί σε κόλλημα των φύλλων, γεγονός που καθιστά δύσκολη την εκτέλεση βασικών εργασιών ώθησης. Η βέλτιστη υγρασία χαρτιού για αυτήν την τεχνολογική διαδικασία, ίση με 7-8%, μπορεί να επιτευχθεί με κανονική σχετική υγρασία αέρα στο εργαστήριο (60 ± 5)% και μετά από εγκλιματισμό του χαρτιού για 24 ώρες.
Η μεγάλη αρχική μετατόπιση των φύλλων, οι κυματιστές, οι τσαλακωμένες και κατεστραμμένες άκρες των φύλλων καθιστούν δύσκολη την ώθηση. Ταυτόχρονα, όταν τοποθετείτε τροφοδότες επίπεδης στοίβας για μηχανές εκτύπωσης, φινιρίσματος και διπλώματος, η ώθηση μπορεί να παραλειφθεί εάν η αρχική μετατόπιση των φύλλων δεν υπερβαίνει τα 3 mm. Κατά τη φόρτωση στρογγυλών τροφοδοτικών πασσάλων πτυσσόμενων μηχανών, η ώθηση μπορεί να αποφευχθεί ακόμη και με μεγαλύτερη (έως 10 mm) μετατόπιση των άκρων του φύλλου.
Ερώτηση Νο 2. Χαρακτηρίστε και περιγράψτε την τεχνολογία των διαδικασιών χειροκίνητης συλλογής με εισαγωγή και επιλογή.
Δημιουργία μπλοκ βιβλίων
Η παραγωγή μπλοκ βιβλίων αναφέρεται σε δύο λειτουργίες - τη συναρμολόγηση των μπλοκ και τη στερέωσή τους, αλλά αυτές είναι οι βασικές, πιο σημαντικές λειτουργίες στην τεχνολογία των διαδικασιών βιβλιοδεσίας, αφού η ποιότητα της εκτέλεσής τους καθορίζει στον υψηλότερο βαθμό τις κύριες καταναλωτικές ιδιότητες του βιβλίου -τύπου δημοσιεύσεις: ευκολία χρήσης και απαιτούμενη αντοχή.
Η συμπλήρωση μπλοκ με καρτέλες (σημειωματάριο μέσα σε σημειωματάριο) χρησιμοποιείται για την παραγωγή εκδόσεων βιβλίων μικρού όγκου - «λεπτά» περιοδικά για διάφορους σκοπούς ανάγνωσης, βιβλία για παιδιά προσχολικής και δημοτικού, τεχνολογικές οδηγίες για μεμονωμένες λειτουργίες, διάφορα έγγραφα (κάρτες μέλους, βιβλία βαθμού κ.λπ. .) και λευκά είδη. Ο όγκος τέτοιων δημοσιεύσεων και προϊόντων συνήθως δεν υπερβαίνει τις 128 σελίδες και το πάχος του μπλοκ είναι 6,5 mm. Το πάχος του μπλοκ βιβλίου όταν συναρμολογείται με ένα ένθετο είναι περιορισμένο επειδή το πλάτος των εξωτερικών μεριδίων του φύλλου χαρτιού μετά το κόψιμο του μπλοκ ή τη δημοσίευση κατά την κάμψη των εσωτερικών μερών κατά μήκος της ακτίνας R (Εικ. 5.1) μειώνεται κατά l, ανάλογο με το πάχος του μπλοκ:
Στο τελικό προϊόν, αυτό οδηγεί σε σημαντική μείωση των ριζικών περιθωρίων στα εσωτερικά φύλλα, αφού ακόμη και με σφιχτή εφαρμογή σε σημειωματάρια και ακριβές δίπλωμα με πάχος μπλοκ 5-6,5 mm, οι μπροστινές ακμές των φύλλων μοιράζονται και στοιχειοθετούν Οι ρίγες στα εξωτερικά φύλλα των σημειωματάριων μετατοπίζονται κατά 4-5 mm, γεγονός που, φυσικά, μειώνει το επίπεδο ποιότητας των εκδόσεων βιβλίων, αλλά είναι αρκετά αποδεκτό στην παραγωγή λευκών ειδών - εβδομαδιαία, γενικά σημειωματάρια κ.λπ.
Τεχνολογία συναρμολόγησης μπλοκ βιβλίων
Η συναρμολόγηση των μπλοκ με ένθετα και σελιδοποίηση γίνεται χειροκίνητα, σε μηχανές εισαγωγής-ραπτομηχανής, σε μονάδες εισαγωγής-ραψίματος-κοπής και σε μηχανές ταξινόμησης και κατά την παραγωγή εκδόσεων με κάλυμμα, η συναρμολόγηση με ένθετο συνδυάζεται πάντα με κάλυμμα.
Χειροκίνητη επιλογή με καρτέλα
Στις μικρές τυπογραφικές επιχειρήσεις, όταν το εργαστήριο είναι φορτωμένο με βάρδιες, ένας εργαζόμενος μπορεί να συναρμολογήσει μπλοκ έως και 18-20 χιλιάδες τριπλά σημειωματάρια με γλωττίδα και να καλύψει τα μπλοκ με κάλυμμα. Η μη αυτόματη συναρμολόγηση μπλοκ βιβλίων με γλωττίδες πραγματοποιείται σε οριζόντιο τραπέζι μετά από προκαταρκτικό έλεγχο των στοίβων των σημειωματάριων σύμφωνα με τον κανόνα και τις υπογραφές, ρίχνοντάς τα "σε έναν ανεμιστήρα". Στοίβες από σημειωματάρια τοποθετούνται στη δεξιά πλευρά του τραπεζιού με τις αρχικές σελίδες με την υπογραφή προς τα κάτω, τις επάνω άκρες προς το μέρος σας και τις ράχες προς τα αριστερά (Εικ. 5.2).
|
|

Ρύζι. 5.2. Διάταξη σημειωματάριων και μπλοκ κατά τη μη αυτόματη συναρμολόγηση μπλοκ με καρτέλα: B - στοίβα εσωτερικών σημειωματάριων. N - στοίβα εξωτερικών φορητών υπολογιστών. O - στοίβα καλυμμάτων. B - στοίβα ολοκληρωμένων μπλοκ
Η στοίβα των εσωτερικών σημειωματάριων τοποθετείται πρώτη στα δεξιά και η στοίβα των εξωτερικών σημειωματάρια τοποθετείται τελευταία στα αριστερά. Στα αριστερά της στοίβας των εξωτερικών σημειωματάριων υπάρχει μια στοίβα από εξώφυλλα. Για ευκολία στη χρήση, οι στοίβες των σημειωματάριων και των εξωφύλλων κατασκευάζονται σε διαφορετικά ύψη έτσι ώστε κάθε στοίβα στα αριστερά να είναι 1-1,5 cm χαμηλότερα από τη δεξιά. Το ύψος του δεξιού ποδιού δεν πρέπει να υπερβαίνει τα 20 cm, διαφορετικά μπορεί να θρυμματιστεί εάν μετακινηθεί απρόσεκτα. Μια στοίβα από διπλωμένα καλύμματα τοποθετείται ξεδιπλωμένα με τις πτυχές προς τα πάνω και τις επάνω άκρες προς το μέρος σας, καθώς σε διπλωμένη μορφή είναι αδύνατο να στοιβάζονται τα καλύμματα σε σχετικά υψηλή στοίβα και είναι δύσκολο να τα χωρίσετε ένα προς ένα κατά τη διαδικασία αναδίπλωσης .
Όταν εργάζεται, ο πράκτορας στοιχημάτων με το δεξί του χέρι χωρίζει το πάνω σημειωματάριο του δεξιού ποδιού και ταυτόχρονα με το αριστερό του χέρι ανοίγει το επάνω σημειωματάριο του διπλανού ποδιού που βρίσκεται στα αριστερά, μετά από το οποίο σπρώχνει το εσωτερικό σημειωματάριο του μπλοκ στην εξωτερική. Στη συνέχεια επαναλαμβάνονται οι κινήσεις των χεριών: με το δεξί χέρι, μέρος του ολοκληρωμένου μπλοκ σπρώχνεται στο επόμενο σημειωματάριο του τρίτου ποδιού, ανοίγει με το αριστερό κ.λπ., και ολόκληρο το μπλοκ σπρώχνεται στο κάλυμμα που ανοίγει με το αριστερό χέρι. Το ολοκληρωμένο και καλυμμένο μπλοκ τοποθετείται στην αριστερή άκρη του τραπεζιού. Όταν το ύψος της στοίβας των ολοκληρωμένων μπλοκ φτάσει σε μια τιμή κατάλληλη για περαιτέρω επεξεργασία, σπρώχνεται προσεκτικά πρώτα κατά μήκος της άνω άκρης και στη συνέχεια στη ράχη και τοποθετείται στο διπλανό τραπέζι εργασίας μιας συρμάτινης ραπτομηχανής ή σε φορτηγά για αποστολή σε μεταγενέστερες εργασίες ή σε αποθήκη ημικατεργασμένων προϊόντων.
Κατά την παραγωγή εκδόσεων σε δεσμευτικό εξώφυλλο, η τεχνολογία για τη συναρμολόγηση μπλοκ με ένθετα είναι παρόμοια, αλλά η ίδια η διαδικασία συναρμολόγησης τελειώνει με την εισαγωγή τμημάτων των μπλοκ σε εξωτερικά σημειωματάρια με ακραία χαρτιά κολλημένα και στις δύο πλευρές και ακίδες με άκρες.
Χειροκίνητη συλλογή
Η μη αυτόματη συναρμολόγηση μπλοκ βιβλίων με επιλογή με μικρό αριθμό σημειωματάριων στα μπλοκ, καθώς και κατά τη συμπλήρωση με ένθετο, πραγματοποιείται σε οριζόντιο τραπέζι. Πριν τα τοποθετήσει στο τραπέζι, ο εργαζόμενος ελέγχει την ποιότητα των εισερχόμενων ημικατεργασμένων προϊόντων, απορρίπτοντας βρώμικα και κατεστραμμένα σημειωματάρια. Ένα σημάδι με ένα χρωματιστό μολύβι πρέπει να εφαρμοστεί στις ράχες ή στις επάνω άκρες της στοίβας των τελευταίων σημειωματάριων του μπλοκ για να διευκολυνθεί ο διαχωρισμός των ολοκληρωμένων τεμαχίων πριν από τη συρραφή τους. Αυτό το σήμα μπορεί επίσης να είναι το σήμα του εκτελεστή εάν η συλλογή εκτελείται από δύο ή περισσότερους εργάτες.
Εάν δεν υπάρχουν περισσότερα από 8 σημειωματάρια σε ένα μπλοκ, τότε οι στοίβες των σημειωματάριων τοποθετούνται στο τραπέζι ανά ζευγάρια, σε ίση απόσταση από το χώρο εργασίας του καλλιτέχνη, με τη σπονδυλική στήλη διπλωμένη προς τα δεξιά και τις επάνω άκρες προς το μέρος σας, στο σειρά που φαίνεται στο Σχ. 5.3. Η συναρμολόγηση των μπλοκ ξεκινά με το τελευταίο σημειωματάριο, τοποθετώντας το με το δεξί σας χέρι στο τραπέζι μπροστά σας, μετά το οποίο το προτελευταίο σημειωματάριο τοποθετείται πάνω του με το αριστερό σας χέρι. Στη συνέχεια, η διαδικασία συλλογής επαναλαμβάνεται έως ότου η στοίβα των ολοκληρωμένων τεμαχίων φτάσει σε ύψος κατάλληλο για μεταγενέστερη επεξεργασία.

Ρύζι. 5.3. Σχέδιο τοποθέτησης στοίβων σημειωματάριων κατά την ολοκλήρωση μιας επιλογής μπλοκ μικρού όγκου: 1-8 - στοίβες σημειωματάριων. B - στοίβα ολοκληρωμένων μπλοκ
Εάν ο αριθμός των σημειωματάριων σε μια έκδοση είναι μεγαλύτερος από 8, τότε τοποθετείται μια βάση ύψους 10 cm στην επιφάνεια εργασίας, ώστε οι στοίβες των σημειωματάριων να μπορούν να στοιβάζονται σε δύο σειρές σε διαφορετικά ύψη. Στην πρώτη σειρά, πιο μακριά από τον εργαζόμενο, στοίβες σημειωματάρια από το πρώτο μισό του μπλοκ τοποθετούνται σε βάση, τοποθετώντας τα από αριστερά προς τα δεξιά. Στη δεύτερη, κοντινή σειρά, τοποθετούνται στοίβες από σημειωματάρια από το δεύτερο μισό του μπλοκ από δεξιά προς τα αριστερά. Η συναρμολόγηση των μπλοκ ξεκινά με το τελευταίο σημειωματάριο, τοποθετώντας τα στην παλάμη του αριστερού χεριού ή σε ένα χαρτόνι με την κατάλληλη μορφή και μετακινώντας κατά μήκος του τραπεζιού από αριστερά προς τα δεξιά και από δεξιά προς τα αριστερά. Σε ένα βήμα, ο εργαζόμενος μαζεύει πολλά τετράγωνα με το πόδι του σε ύψος που τον βολεύει να δουλέψει.
Εάν ο αριθμός των σημειωματάριων στις εκδόσεις βιβλίων είναι μεγαλύτερος από 20, τότε συνιστάται να κάνετε την επιφάνεια εργασίας σε σχήμα U. Σε αυτή την περίπτωση, ο εργαζόμενος μπορεί να κάνει μάζεμα ενώ κάθεται σε μια βιδωτή καρέκλα. Με τη λεγόμενη τεχνολογία notebook, όταν τα μπλοκ βιβλίων μπορούν να αποτελούνται από πολλές δεκάδες φύλλα φορμά A4 ή A5, εγκαθίσταται στην επιφάνεια εργασίας ένα ράφι δύο ή τριών επιπέδων με κελιά στα οποία μπορούν να στοιβάζονται πολλές εκατοντάδες εκτυπώσεις.
Αφού συναρμολογηθεί η στοίβα, σπρώχνεται κατά μήκος του πάνω άκρου και πάνω στη ράχη, ελέγχεται η ορθότητα του συγκροτήματος χρησιμοποιώντας τα σημάδια της ράχης και στη συνέχεια τοποθετείται στο διπλανό τραπέζι μιας μηχανής για ράψιμο ή μη στερέωση μπλοκ. Σε μεσαίες και μεγάλες επιχειρήσεις, τα ολοκληρωμένα μπλοκ τοποθετούνται σε σωρούς ύψους έως 30 cm σε φορτηγά με πτυσσόμενα ράφια ή στο ράφι ενός εναέριου μεταφορικού φορέα.
Ερώτηση Νο. 3 Παράγοντες που επηρεάζουν την ποιότητα των μπλοκ κατά τη διαδικασία κόλλησης, ξήρανσης και πτύχωσης της σπονδυλικής στήλης
Οι δείκτες της ποιότητας της επεξεργασίας της ράχης των μπλοκ εξαρτώνται από τη μέθοδο και τους τρόπους κόλλησης, ξήρανσης και πτύχωσης της ράχης και τεχνολογικούς παράγοντες - δείκτες της ποιότητας του χαρτιού και του όγκου των σημειωματάριων του μπλοκ.
Μέθοδοι και τρόποι κόλλησης της σπονδυλικής στήλης. Σύμφωνα με την Κρατική Ενιαία Επιχείρηση της Μόσχας, η επιλογή κόλλησης και ξήρανσης της σπονδυλικής στήλης σε σφιγμένη κατάσταση, που πραγματοποιείται σε σύγχρονες μηχανές κόλλησης-ξήρανσης, είναι τεχνολογικά η πιο προηγμένη, καθώς παρέχει μέγιστη αντοχή για κόλληση σημειωματάριων σε υψηλές τιμές συντελεστές συμπύκνωσης και διατμητική αντίσταση των τεμαχίων.
Κατανάλωση κόλλας. Εάν η συσκευή σφράγισης μπλοκ εξασφαλίζει την εφαρμογή ενός λεπτού στρώματος κόλλας υψηλής συγκέντρωσης και οποιουδήποτε ιξώδους με διείσδυση της κόλλας μεταξύ των παχύρρευστων των πτυχών της ράχης των παρακείμενων σημειωματάριων, τότε η αντοχή κόλλησης των notebook αυξάνεται με την αύξηση της κατανάλωσης κόλλας έως 0,6 kg/m2 για όλους τους τύπους χαρτιού (Εικ. 6.2, α) . Τριπλάσια αύξηση στην κατανάλωση κόλλας παρέχει περίπου 1,5 φορές αύξηση στην αντοχή κόλλησης των notebook που είναι κατασκευασμένα από μη αυτοκόλλητους τύπους χαρτιού και 1,6-2,5 φορές αύξηση στα σημειωματάρια από κολλημένο χαρτί offset, ενώ η απόλυτη αύξηση της αντοχής κόλλησης είναι έως 0,5 και 0, αντίστοιχα, 0,2 daN/cm (kgf/cm).

Ρύζι. 6.2. Εξάρτηση της αντοχής της κόλλησης μπλοκ φορητών υπολογιστών που σφραγίζονται με PVAD: α - από την κατανάλωση κόλλας. β - στη συγκέντρωση της κόλλας. 1 - χαρτί γράμματος αρ. 3. 2 - για τυπογραφική εκτύπωση Νο. 2; 3 - για τυπογραφική εκτύπωση Νο. 1; 4 - offset Νο. 2; 5 - offset Νο. 1
Συγκέντρωση κόλλας. Η αύξηση της συγκέντρωσης της κόλλας σε σταθερή κατανάλωση (Εικ. 6.2, β) δίνει σημαντικά μεγαλύτερο αποτέλεσμα: μια διπλή αύξηση της συγκέντρωσης παρέχει αύξηση της αντοχής της κόλλησης των σημειωματάριων που είναι κατασκευασμένα από μη κολλημένους τύπους χαρτιού γράμματος κατά 1,5-2,5 φορές (κατά 0,5-0 ,6 daN/cm) και 3,0-4,5 φορές (περίπου 0,4 daN/cm) για πλαστικοποιημένο χαρτί όφσετ. Η χρήση συμπυκνωμένης κόλλας με σταθερή κατανάλωση ξηρής ύλης παρέχει μεγαλύτερη αντοχή για τη συγκόλληση σημειωματάριων, καλύτερες συνθήκες για το στέγνωμα της σπονδυλικής στήλης και σας επιτρέπει να εξοικονομείτε κόλλα κατά την επεξεργασία μπλοκ μη κολλημένων τύπων χαρτιού, εάν ο ρυθμός κατανάλωσης κόλλας είναι σετ με βάση την απαίτηση για την απαιτούμενη αντοχή κόλλησης των notebook σύμφωνα με τη διάρκεια ζωής της έκδοσης.
Σύμφωνα με την Κρατική Ενιαία Επιχείρηση της Μόσχας, όταν κολλάτε τη ράχη των μπλοκ που αποτελούνται από σημειωματάρια 32 σελίδων με αδιάλυτη κόλλα 50% σύμφωνα με το ποσοστό κατανάλωσης ξηρής ύλης κατά το στέγνωμα της σπονδυλικής στήλης, είναι απαραίτητο να αφαιρέσετε όχι περισσότερο από 30% της υγρασίας που εισάγεται με την κόλλα. Η υπολειπόμενη υγρασία φιλτράρεται στο χαρτί και παραμένει στην αυτοκόλλητη μεμβράνη χωρίς να παρεμβαίνει σε επακόλουθες εργασίες. Απλοί υπολογισμοί δείχνουν ότι όταν χρησιμοποιούνται αραιωμένες κόλλες που περιέχουν 33% ξηρό υπόλειμμα, σύμφωνα με τις συστάσεις των τεχνολογικών οδηγιών και τα πρότυπα κατανάλωσης υλικού, κατά το στέγνωμα είναι απαραίτητο να αφαιρεθεί 4 φορές περισσότερη υγρασία για να επιτευχθεί η ίδια περιεκτικότητα σε υγρασία.
Λειτουργία στεγνώματος σπονδυλικής στήλης. Με μεθόδους εντατικής ξήρανσης, καθώς η κόλλα αφυδατώνεται, η αντοχή συγκόλλησης των μπλοκ σημειωματάριων αυξάνεται, φτάνει στο μέγιστο με την απώλεια περίπου 60% της υγρασίας που εισάγεται με τη συγκέντρωση κόλλας 33% και στη συνέχεια μειώνεται. Η ισχύς συγκόλλησης των notebook στη βέλτιστη περιεκτικότητα υγρασίας αυξάνεται όταν χρησιμοποιούνται σκληρές λειτουργίες στεγνώματος με ακτινοβολία-συναγωγή (με αυξανόμενη ισχύ και θερμοκρασία του εκπομπού, μειώνοντας την απόσταση από τον πομπό - καμπύλη 1 στην Εικ. 6.3), η οποία προφανώς συμβάλλει στη σύντηξη σωματίδια οξικού πολυβινυλίου, σχηματισμός μονολιθικού φιλμ και πολυμερές διάχυσης σε χαρτί.

Ρύζι. 6.3. Εξάρτηση της αντοχής της κόλλησης μπλοκ φορητών υπολογιστών από την ποσότητα υγρασίας που αφαιρείται κατά το στέγνωμα με λαμπτήρες υπερύθρων χαλαζία: 1 - όταν κολλάτε τη ράχη με 50% PVAD. 2 - κατά τη σφράγιση με 33% PVAD
Λειτουργίες πτύχωσης της σπονδυλικής στήλης. Όταν κολλάτε και στεγνώνετε τις ρίζες των τεμαχίων σε κατάσταση σύσφιξης, οι τρόποι πτύχωσης είναι η πίεση και η ποσότητα των αγκάθων που αφήνουν τους σφιγκτήρες του μεταφορέα της μηχανής ξήρανσης κόλλησης.
Με την αυξανόμενη απελευθέρωση των αγκάθων του μπλοκ από τους σφιγκτήρες και την πίεση πτύχωσης, οι ράβδοι του μπλοκ ανοίγουν προς τα έξω, γεγονός που επιτρέπει στην κόλλα να διεισδύσει σε μεγαλύτερο βάθος μεταξύ των πτυχών. Σε αυτήν την περίπτωση, η αντοχή της κόλλησης σημειωματάριων και μπλοκ βιβλίων αρχικά αυξάνεται (για διαφορετικούς τύπους χαρτιού κατά 20-30%), φτάνει σε ένα ορισμένο μέγιστο και στη συνέχεια μειώνεται (Εικ. 6.4, α και 6.5, α). Με την αύξηση της απελευθέρωσης των ριζών από τους σφιγκτήρες, ο συντελεστής συμπίεσης των τεμαχίων μειώνεται (Εικ. 6.4, β) και ο συντελεστής διατμητικής αντίστασης αυξάνεται ελαφρώς. Η αύξηση της πίεσης πτύχωσης αυξάνει τον συντελεστή συμπίεσης (Εικ. 6.4, β), αλλά μειώνει τον συντελεστή διατμητικής αντίστασης της σπονδυλικής στήλης. Η βέλτιστη τιμή για να βγαίνουν οι ράχες από τους σφιγκτήρες είναι 6-8 mm και η πίεση πτύχωσης είναι περίπου 1-3 MPa, ανάλογα με τον τύπο φινιρίσματος και την ογκομετρική μάζα του χαρτιού, τον όγκο των σημειωματάριων και το πάχος του ΟΙΚΟΔΟΜΙΚΟ ΤΕΤΡΑΓΩΝΟ. Με αυτές τις τιμές των παραμέτρων πτύχωσης, διασφαλίζεται η μέγιστη αντοχή της κόλλησης του σημειωματάριου και οι επαρκώς υψηλές τιμές των συντελεστών συμπίεσης και διατμητικής αντίστασης μπλοκ, γεγονός που εξασφαλίζει υψηλή ποιότητα των ημικατεργασμένων προϊόντων σε επόμενες εργασίες μηχανικής επεξεργασίας της ράχης μπλοκ βιβλίων.

Ρύζι. 6.4. Εξάρτηση της αντοχής της κόλλησης των σημειωματάριων (α) και του συντελεστή συμπίεσης των μπλοκ (β) από την τιμή της ράχης που βγαίνει από τους σφιγκτήρες για μπλοκ χαρτιού γράμματος: 1 - Νο. 1, PVAD 33%; 2 - Νο. 1, PVAD 50%; 3 - Νο. 3, PVAD 50%
Κατά την επεξεργασία μπλοκ βήμα προς βήμα, πραγματοποιείται μονή ή διπλή πτύχωση της σπονδυλικής στήλης σε μηχανές πτύχωσης μπλοκ τύπου BPB-270 σε πίεση περίπου 3-4 MPa (30-40 kgf/cm2).
Η πτύχωση της ράχης των τεμαχίων μετά το στέγνωμα αυξάνει τον συντελεστή συμπύκνωσης, μειώνει τον συντελεστή αντίστασης του μπλοκ στη διάτμηση και δεν επηρεάζει την αντοχή της κόλλησης των μπλοκ φορητών υπολογιστών.

Ρύζι. 6.5. Εξάρτηση της αντοχής συγκόλλησης των σημειωματάριων (α) και του συντελεστή συμπίεσης των μπλοκ (β) από την πίεση σύσφιξης για μπλοκ χαρτιού επιστολόχαρτου: 1 - Νο. 1, 33% PVAD; 2 - Νο. 1, 50% PVAD; 3 - Νο. 3, 50% PVAD; 4 - Νο. 3, 33% PVAD
Μέγεθος, σύνθεση και ογκομετρικό βάρος χαρτιού. Οι κολλημένοι τύποι χαρτιού διαβρέχονται λιγότερο καλά από το PVAD και δίνουν λιγότερη αντοχή στην αυτοκόλλητη ραφή, επομένως η αντοχή της κόλλησης των σημειωματάριων μπλοκ από κολλημένο χαρτί όφσετ (βλ. καμπύλες 4 και 5 στο Σχ. 6.2), με άλλα ίσα, είναι 2-4,5 φορές χαμηλότερο από αυτό των μη κολλημένων τύπων χαρτιού γράμματος (βλ. καμπύλες 1-3 στο Σχ. 6.2). Το χαρτί που περιέχει ξυλοπολτό (Νο. 2 και Νο. 3), σε σύγκριση με το χαρτί που κατασκευάζεται μόνο από κυτταρίνη (Νο. 1), έχει κατά κανόνα μικρότερη πυκνότητα όγκου, μεγαλύτερο πορώδες, διαβρέχεται καλύτερα με κόλλα και επομένως παρέχει σημαντικά μεγαλύτερη δύναμη κόλλησης.
Τόμος μπλοκ σημειωματάρια. Εάν το μπλοκ αποτελείται από σημειωματάρια 32 σελίδων, τότε σε σύγκριση με τετράδια 16 σελίδων με την ίδια κατανάλωση κόλλας, η αντοχή κόλλησης των σημειωματάριων είναι περίπου 10-15% υψηλότερη λόγω της αύξησης του πλάτους κόλλησης μεταξύ των πτυχών της ράχης του διπλανά τετράδια.
Περιεκτικότητα σε υγρασία χαρτιού. Ο συντελεστής συμπίεσης των μπλοκ και η αντοχή της ραφής κόλλας σε χαρτί με χαμηλή υγρασία αυξάνονται όταν χρησιμοποιείται PVAD αραιωμένο σε 40-45% περιεκτικότητα σε ξηρή ύλη, αλλά η αντοχή της συγκολλητικής μεμβράνης μειώνεται σημαντικά. Το χαρτί με χαμηλή υγρασία στο πρώτο στάδιο σχηματισμού ραφής κόλλας απορροφά πολύ έντονα την υγρασία από την κόλλα, γεγονός που μειώνει τη διαβρεξιμότητα του χαρτιού με κόλλα και την αντοχή της κολλητικής ραφής. Εάν ληφθούν μπλοκ με χαμηλή (λιγότερη από 5%) υγρασία για την κόλληση της ράχης, τότε η συγκέντρωση της κόλλας θα πρέπει να μειωθεί ελαφρώς. Η αντοχή της κόλλησης των σημειωματάριων μπορεί να αυξηθεί εάν οι ράχες των μπλοκ επικαλυφθούν δύο φορές με κόλλα: διαδοχικά αραιωμένο και συμπυκνωμένο PVAD.
Βιβλιογραφία
Εγχειρίδιο τεχνολόγου εκτυπώσεων. Μέρος 6. Διαδικασίες βιβλιοδεσίας/Σύνθ. L.G. Granskaya, O.B. Kuptsova. - Μ.: Βιβλίο, 1985.
Τεχνολογία μετά από διαδικασίες εκτύπωσης. D.V. Vorobyov 2000.
Για την προετοιμασία αυτής της εργασίας χρησιμοποιήθηκαν υλικά από τον χώρο
Στις βιομηχανικές επιχειρήσεις, εάν είναι δυνατόν, θα πρέπει να αποφεύγεται η παραγωγή σύνθετων σημειωματάριων, αφού μετά το δίπλωμα, τα σημειωματάρια μεμονωμένων παραγγελιών πρέπει να διαχωριστούν και να υποβληθούν σε περαιτέρω επεξεργασία. Αυτό απαιτεί υπερβολικό κόστος εφοδιαστικής και ειδικό συντονισμό κατά τον προγραμματισμό της εκπλήρωσης της παραγγελίας. Ο σωστός σχεδιασμός του προϊόντος βοηθά στην εξάλειψη των σημείων συμφόρησης. Τα έντυπα προϊόντα έχουν τέτοια εμφάνιση που δεν χρειάζονται πλέον προπαρασκευαστικές εργασίες. Για παράδειγμα,
δεν πρέπει να χρησιμοποιείτε τα εξωτερικά σημειωματάρια ενός μπλοκ 2 ή 4 σελίδων.
Αντί να επικολλώνται εικόνες σε σημειωματάρια, σχεδιάζονται φύλλα εικονογράφησης σε μπλοκ σημειωματάριου και εφαρμόζονται εικόνες σε αυτά.
Μια ευκαιρία για την ελαχιστοποίηση του υπερβολικού τεχνικού κόστους κατά την προπαρασκευαστική περίοδο έγκειται στην ενσωμάτωση των αρχικών βημάτων της διαδικασίας στην προκαταρκτική (δίπλωμα) ή στην τελική φάση της διαδικασίας (π.χ. ταξινόμηση).
Αυτό γίνεται συχνά όταν κολλάτε χάρτες σε φύλλα περιοδικών και όταν κολλάτε χαρτιά για ένα μπλοκ σημειωματάριου.
Η επεξεργασία των τετραδίων σε ξεχωριστό στάδιο της διαδικασίας πραγματοποιείται από μηχανήματα κόλλησης φύλλων ή τετράδια (Εικ. 4). Οι μηχανές είναι σε θέση να:
κολλήστε μεμονωμένα φύλλα ή διπλωμένα φύλλα στα κύρια τετράδια.
Εισαγάγετε ή επικολλήστε μεμονωμένα φύλλα ή διπλωμένα φύλλα στη μέση των κύριων σημειωματάριων.
στερεώστε μεμονωμένα φύλλα ή διπλωμένα φύλλα στα κύρια σημειωματάρια (με δύο ή περισσότερες λωρίδες κόλλας).
εφαρμόστε ή επισυνάψτε μικρότερες εικόνες στα κύρια σημειωματάρια ή στη μέση των κύριων σημειωματάριων.
Κόλληση του τελικού χαρτιού
Τα endpapers είναι υποχρεωτικά στοιχεία των σχεδίων με σκληρό εξώφυλλο, καθώς τα endpapers χρησιμοποιούνται για τη στερέωση του μπλοκ σημειωματάριου στο κάλυμμα του πρώτου και του τελευταίου φύλλου. Τα endpapers είναι συνήθως τετρασέλιδα σημειωματάρια κατασκευασμένα από ιδιαίτερα ανθεκτικό στην κάμψη χαρτί, τα οποία είναι κολλημένα με μια κολλητική λωρίδα στη ράχη του μπλοκ σημειωματάριου πριν από το πρώτο φύλλο και μετά το τελευταίο. Κατά τη σύνδεση του μπλοκ και του καπακιού, το εξωτερικό φύλλο του τελικού χαρτιού (καθρέφτης) κολλάται σε όλη την επιφάνεια στο πλάι του καπακιού).
Συνδυασμένη συσκευή για κόλληση φύλλων ή σημειωματάριων (Einklebeautomat VEA 520, Hunkeler)
Ένα γρήγορο σπάσιμο στη διασταύρωση προκαλείται με την εγκατάλειψη του τελικού χαρτιού και τη συγκόλληση του πρώτου και του τελευταίου φύλλου του μπλοκ του σημειωματάριου με το καπάκι.
Στα εργαστήρια βιβλιοδεσίας, χρησιμοποιούνται ειδικά σχέδια τελικού χαρτιού για να κάνουν τους μεντεσέδες ανοίγματος ιδιαίτερα ανθεκτικούς στη φθορά.
Η ενσωμάτωση της κόλλησης του τελικού χαρτιού με το στάδιο κατασκευής του μπλοκ notebook υλοποιείται σε τρεις επιλογές:
με τη χρήση μιας μονάδας κόλλας μυγών σε γραμμές παραγωγής δεσμών (Εικ. 6) με συγκόλληση με κόλλα.
με χρήση μονάδας για την κόλληση τελικών χαρτιών σε γραμμές παραγωγής για μετατυπωτική επεξεργασία βιβλίων με ραφή με νήματα.
ως «αντικατάσταση μανδύα» σε συσκευές στερέωσης χωρίς ραφή (Εικ. 7).
Η τοποθέτηση του τμήματος κόλλησης τελικού χαρτιού σε γραμμές παραγωγής για δέσιμο χωρίς ραφή πραγματοποιείται μεταξύ της μηχανής ταξινόμησης και της μηχανής για δέσιμο χωρίς ραφή (Εικ. 6).
Σε μία από τις συχνά χρησιμοποιούμενες τεχνικές υλοποιήσεις, τα endpapers φτάνουν αφού χωριστούν σε οδηγούς, οι οποίοι τοποθετούν τα endpapers 3–5 mm πάνω από την επιφάνεια της ράχης του μπλοκ notebook. Κατά τη διάρκεια της κίνησης, επικαλύπτονται με κόλλα σε μια μηχανή για την εφαρμογή μιας κολλητικής λωρίδας και κολλούνται στα ευθυγραμμισμένα εξωτερικά φύλλα του μπλοκ σημειωματάριου. Σε μια μηχανή βιβλιοδεσίας χωρίς ραφή, οι πτυχές της ράχης του μπλοκ του σημειωματάριου αφαιρούνται, αλλά οι πτυχές του τελικού χαρτιού διατηρούνται. Οι ρίζες είναι κολλημένες μεταξύ τους, στη συνέχεια κόβονται. Η λωρίδα μπορντούρας παρέχει πρόσθετη αντοχή στο τελικό χαρτί.
Μια λογική επιλογή είναι η κόλληση των τελικών χαρτιών χρησιμοποιώντας τροφοδότες καλύμματος σε μηχανές βιβλιοδεσίας χωρίς ραφή. Για να γίνει αυτό, τα ακραία χαρτιά είναι κολλημένα στη λωρίδα άκρων. Αυτό το στοιχείο της σχεδίασης του σημειωματάριου τροφοδοτείται μέσω καλυμμάτων που τοποθετούνται αυτόματα στην κολλημένη ράχη του μπλοκ (Εικ. 7) και κολλάται σε αυτήν.
Η επικόλληση των καρτών σε περιοδικά (φυλλάδια με ραμμένες σέλας) πραγματοποιείται με τη χρήση συρραφής και ραπτομηχανών.
Ρύζι. 5. Τελικά χαρτιά για την κατασκευή βιομηχανικών σκληρών εξωφύλλων

Ρύζι. 6. Συσκευή κόλλησης τελικών χαρτιών σε γραμμές παραγωγής
Ρύζι. 7. Κολλημένο τέλος χαρτί
Σε αυτή την περίπτωση, η συσκευή κόλλησης καρτών είτε τοποθετείται αντί για τροφοδότες notebook σε μηχανήματα εισαγωγής (Muller Martini), είτε τοποθετείται ανάμεσα στους τροφοδότες.
Προβλήματα ποιότητας κατά την κόλληση τελικών χαρτιών
Κατά τη διαδικασία κόλλησης των τελικών χαρτιών, εμφανίζονται τρεις τύποι ελαττωμάτων:
το μπλοκ και το τελικό χαρτί συνδέονται με μια λωρίδα κόλλας που είναι πολύ φαρδιά και/ή ανομοιόμορφη. Αυτό το μειονέκτημα εμφανίζεται είτε λόγω του πολύ παχύ στρώματος της κόλλας, είτε λόγω της χρήσης χαρτιών χαμηλής απορρόφησης (για παράδειγμα, επικαλυμμένων χαρτιών), έτσι ώστε η κόλλα να συμπιέζεται στις αρθρώσεις κατά την πτύχωση.
η επιφάνεια με το συγκολλητικό στρώμα σπάει κατά την επακόλουθη επεξεργασία του μπλοκ βιβλίου ή κατά τη χρήση του τελικού προϊόντος. Ο λόγος αυτής της έλλειψης είναι η χρήση ακατάλληλης κόλλας για τη συγκόλληση των τελικών χαρτιών. Ειδικότερα, αυτό συμβαίνει κατά την επεξεργασία φύλλων με κείμενο που εκτυπώνεται σε ολόκληρη την επιφάνεια του φύλλου μέχρι τη ράχη, όπου η επιφάνεια δεν είναι επαρκώς βρεγμένη με κόλλα. Το πρόβλημα μπορεί να μειωθεί χρησιμοποιώντας καλύτερα ρέοντα συγκολλητικά. Ωστόσο, είναι καλύτερο να μην σφραγίζετε τις συγκολλημένες επιφάνειες.
το τελικό χαρτί κολλιέται με μεγάλη εσοχή από τη ράχη του τετραδίου. Ως αποτέλεσμα, στο σημειωματάριο εμφανίζονται οι λεγόμενες «στρες», οι οποίες, όταν χρησιμοποιείτε το σημειωματάριο, μπορούν να οδηγήσουν σε πρόωρη καταστροφή.

Το πρόβλημα εξηγείται στο διάγραμμα (Εικ. 8). Εάν το τελικό χαρτί μετακινηθεί πολύ μακριά από τη ράχη του μπλοκ, όπως δείχνει η μεσαία εικόνα, τότε η θέση του μεντεσέ ανοίγματος του τελικού χαρτιού και η πτυχή του καπακιού δεν θα ταιριάζουν πλέον. Επομένως, όταν ανοίγει το καπάκι (κάτω εικόνα), τα πρώτα φύλλα του μπλοκ σημειωματάριου γύρω από το κέντρο περιστροφής - η πτυχή μεταξύ του καπακιού και της πλάτης - τεντώνονται, με αποτέλεσμα να σχηματίζονται αυξημένες τάσεις στο δέσιμο. Αυτά τα αυξημένα φορτία καταστρέφουν τις συγκολλητικές αρθρώσεις, οι οποίες υπό κανονικές συνθήκες έχουν επαρκή αντοχή.
Ερώτηση Νο. 1. Αναφέρετε τα κύρια στάδια κατασκευής απλών σημειωματάριων. Τεχνολογία ώθησης φύλλου και παράγοντες που επηρεάζουν την ακρίβεια και την απόδοση της ώθησης.
Φτιάχνοντας απλά σημειωματάρια
Μπλοκ διάγραμμα εκδόσεων TBPP στο εξώφυλλο
Μπλοκ διάγραμμα εκδόσεων TBPP σε δεσμευτικό εξώφυλλο
Η ονοματολογία για την επεξεργασία έντυπων προϊόντων που τροφοδοτούνται με φύλλα σε εκδόσεις βιβλίων, συμπεριλαμβανομένων των διαδικασιών φινιρίσματος και βιβλιοδεσίας, περιέχει περισσότερες από 70 διαφορετικές λειτουργίες που είναι απαραίτητες για τη μετατροπή των εκτυπώσεων σε μονάδες συσκευασίας για τα κύρια προϊόντα των τυπογραφείων βιβλίων. Ανάλογα με τον όγκο, το σχέδιο, το επίπεδο καλλιτεχνικού και εκτυπωτικού σχεδίου, τις απαιτήσεις για αντοχή και ανθεκτικότητα, ο αριθμός και η σύνθεση των λειτουργιών μπορεί να ποικίλλει σημαντικά, αλλά όλες μπορούν να ομαδοποιηθούν σε επτά ή οκτώ σύμπλοκα διαδοχικών λειτουργιών, τα οποία σε ένα ορισμένο στάδιο, παρουσία πηγών υλικών και η συσσώρευση ημικατεργασμένων προϊόντων μπορεί να πραγματοποιηθεί ανεξάρτητα. Σε μεγάλες τυπογραφικές επιχειρήσεις, προκειμένου να βελτιωθεί η οργάνωση της παραγωγής, αυτά τα συγκροτήματα χωρίζονται σε εργαστήρια ή τμήματα ενός μεγάλου εργαστηρίου και στο σχολικό βιβλίο ομαδοποιούνται σε ενότητες, γεγονός που συμβάλλει στην αφομοίωση του περιεχομένου της πειθαρχίας TBPP και η ίδια η έννοια της «τεχνολογίας»: δεν είναι μόνο ένα σύνολο μεθόδων επεξεργασίας, αλλαγής ιδιοτήτων και μορφών υλικού ή ημικατεργασμένου προϊόντος στην παραγωγική διαδικασία, αλλά επίσης ένας αυστηρός κατάλογος και ακολουθία εργασιών, αφαίρεσης και αναδιάταξης, που μπορεί να οδηγούν στην απώλεια σημαντικών καταναλωτικών ιδιοτήτων του προϊόντος, και στις διαδικασίες βιβλιοδεσίας - μια έκδοση βιβλίου.
Η συμπλήρωση ενός μπλοκ βιβλίων όχι από ξεχωριστά φύλλα, αλλά από σημειωματάρια δεν είναι μόνο ένας φόρος τιμής στην αρχαία τεχνολογία βιβλιοδεσίας χειρόγραφων και πρώιμων τυπωμένων βιβλίων, αλλά και μια τεχνολογική αναγκαιότητα. Η παραγωγή βιβλίων που συναρμολογούνται από σημειωματάρια και όχι από μεμονωμένα φύλλα (λοβούς), σας επιτρέπει να μειώσετε την ένταση εργασίας και την πιθανότητα σφαλμάτων κατά τη συναρμολόγηση του μπλοκ, να επιλέξετε μια μέθοδο στερέωσης και επεξεργασίας που εξασφαλίζει καλό άνοιγμα, υψηλή αντοχή και ανθεκτικότητα του βιβλίου. Είναι τεχνολογικά και οικονομικά εφικτή η σύνταξη μπλοκ βιβλίων από λεγόμενα απλά σημειωματάρια 32, 16 και 8 σελίδων, που λαμβάνονται αντίστοιχα με τετραπλάσια, τριπλάσια και διπλά συμμετρικά αναδιπλούμενα, καθώς αυτό εξασφαλίζει ελάχιστο χρόνο και κόστος εργασίας στις εργασίες κατασκευής μπλοκ, η υψηλή αντοχή στερέωσης ραψίματος και η καλή ποιότητα μηχανικής επεξεργασίας της ράχης, η πλήρης χρήση των τεχνολογικών δυνατοτήτων των μηχανημάτων εκτύπωσης και το ελάχιστο κόστος στις διαδικασίες προεκτύπωσης, σας επιτρέπει να αποκτήσετε τη μέγιστη αντοχή και ανθεκτικότητα των βιβλίων.
Η παραγωγή απλών σημειωματάριων βιβλίων από εκτυπώσεις που λαμβάνονται σε εκτυπωτικές μηχανές που τροφοδοτούνται με φύλλα περιλαμβάνει τις λειτουργίες ώθησης, κοπής και κοπής φύλλων σε κομμάτια, δίπλωμα, πίεση και δέσιμο σημειωματάριων και αποθήκευση τους έως ότου όλα τα δομικά μέρη του μπλοκ βιβλίου είναι έτοιμα για περαιτέρω επεξεργασία.
Φύλλα ώθησης
Η ευθυγράμμιση των άκρων διαφόρων υλικών φύλλων και εκτυπώσεων κατά μήκος δύο παρακείμενων άκρων της στοίβας πραγματοποιείται προκειμένου να αυξηθεί η αξιοπιστία των τροφοδοτικών μηχανών εκτύπωσης, φινιρίσματος και διπλώματος και η ποιότητα των προϊόντων των μηχανών κοπής χαρτιού με ένα μαχαίρι. Είναι απαραίτητο σε περιπτώσεις όπου η μετατόπιση φύλλων σε μια στοίβα λόγω ανακριβούς λειτουργίας της συσκευής λήψης και εξόδου των μηχανών εκτύπωσης φύλλων κοπής και τροφοδοσίας φύλλων ή απρόσεκτης μεταφοράς υπερβαίνει τις ανοχές για την ποσότητα μετατόπισης φύλλων για την αδιάλειπτη λειτουργία του τροφοδότες, για τη μορφή και την ακρίβεια κοπής υλικών και προϊόντων φύλλων. Το μη εκτυπωμένο χαρτί, οι εκτυπώσεις και τα διάφορα συνδετικά υλικά που τροφοδοτούνται με φύλλα συγκρούονται πριν από την εκτύπωση, το φινίρισμα, το σχίσιμο και το δίπλωμα.
Τεχνολογία σύγκρουσης
Η ώθηση των φύλλων γίνεται χειροκίνητα, με τη χρήση ημιαυτόματων μηχανημάτων ώθησης και αυτοματοποιημένων πολύπλοκων συστημάτων, τα οποία περιλαμβάνουν μηχανή ώθησης. Η χειροκίνητη ώθηση φύλλων πραγματοποιείται σε οριζόντιο τραπέζι με επίπεδη και λεία επιφάνεια, το πλάτος του οποίου είναι ελαφρώς μεγαλύτερο από τη διαγώνιο των φύλλων που επεξεργάζονται. Όταν πιέζει χειροκίνητα, ο εργαζόμενος μεταφέρει μια μικρή (εύχρηστη) στοίβα φύλλων από την παλέτα στο τραπέζι ώθησης, χρησιμοποιεί ειδικές τεχνικές για να σχηματίσει «λιπαντικό αέρα» μεταξύ των φύλλων της στοίβας, ανοίγει τη στοίβα με μια «σκάλα ”, το ισοπεδώνει με απαλά χτυπήματα στην επιφάνεια του τραπεζιού εναλλάξ κατά μήκος των άκρων της σωστής γωνίας, στη συνέχεια με την παλάμη του χεριού σας μετατοπίζει τον αέρα ανάμεσα στα φύλλα και τοποθετεί τη στοίβα στο τραπέζι τροφοδοσίας, στο μηχάνημα κοπής ή σε άλλη παλέτα. . Στη στοίβα που συγκρούστηκε, οι σωστές άκρες σημειώνονται με ένα χρωματιστό μολύβι ή, εάν το χαρτί προορίζεται για εκτύπωση εξωφύλλων και καρτ ποστάλ, κόβοντας τη σωστή γωνία έως και 10 mm από την κορυφή του. Κατά τη σφράγιση της μπροστινής πλευράς του φύλλου, η σωστή γωνία σημειώνεται με ένα ειδικό σημάδι - μια στενή λωρίδα μήκους έως 3 τετραγωνικών μέτρων. στην πλαϊνή άκρη του φύλλου. Τα σημάδια στο πόδι σχηματίζουν μια ευδιάκριτη λωρίδα στο τελικό πρόσωπο.
Με το χειροκίνητο σπρώξιμο, η εργασία του εργάτη είναι σκληρή και μη παραγωγική: σηκώνει και κατεβάζει κάθε στοίβα χαρτιού στην επιφάνεια του τραπεζιού από 2 έως 6 φορές, επεξεργάζοντας έως και 4 τόνους χαρτιού ανά βάρδια. Σε μικρές και μεσαίες εκτυπωτικές επιχειρήσεις, χρησιμοποιούνται για τη συρραφή μηχανές σελιδοποίησης που είναι απλές στη σχεδίαση και προσιτές τιμές. Ένα τέτοιο μηχάνημα έχει μια τεράστια βάση, ένα τραπέζι με δύο χαμηλούς τοίχους-στοπ, ένα σύστημα εμφύσησης φύλλων και μια ηλεκτρική κίνηση που εξασφαλίζει τη δόνηση του τραπεζιού κατά τη διαδικασία ώθησης. Κατά την εργασία, το τραπέζι παίρνει μια κεκλιμένη θέση και τα φύλλα, χάρη στη λίπανση του αέρα και τη δική τους βαρύτητα, ευθυγραμμίζονται με τα πλευρικά τοιχώματα. Η φόρτωση της μηχανής ώθησης πρέπει να γίνεται σε μικρές στοίβες, καθώς με μεγάλη μάζα της στοίβας, η απόδοση του φουσκώματος του φύλλου μειώνεται σημαντικά και ο χρόνος ευθυγράμμισης των φύλλων κατά μήκος των πλευρικών τοιχωμάτων αυξάνεται. Οι σύγχρονες μεσαίες και μεγάλες εκτυπωτικές επιχειρήσεις χρησιμοποιούν αυτοματοποιημένα σύνθετα συστήματα που εξυπηρετούν τις διαδικασίες ταξινόμησης, κοπής και όλων των σχετικών εργασιών χειρισμού.
Μετά την ταξινόμηση, τα φύλλα χαρτιού και οι εκτυπώσεις θα πρέπει να μετρηθούν και να στοιβάζονται σε στοίβες των 500 σε παλέτες σε στοίβες το ύψος των οποίων δεν πρέπει να υπερβαίνει το 1,6 m. Οι στοίβες πρέπει να χωρίζονται μεταξύ τους με λωρίδες έγχρωμου χαρτιού για να εκτιμηθεί η ποσότητα της εργασίας συμπληρωμένο και την ποσότητα χαρτιού που διατίθεται ή ημικατεργασμένων προϊόντων.
Το χαρτί και τα ημικατεργασμένα προϊόντα μετά τη σύγκρουση αξιολογούνται με βάση έναν μόνο δείκτη ποιότητας - ακρίβεια σύγκρουσης. Τα φύλλα στη στοίβα πρέπει να συγκρούονται (ευθυγραμμίζονται) με ακρίβεια, με ανοχή 3 mm για το χαρτί και 4 mm για τη βιβλιοδεσία. Η ακρίβεια της σύγκρουσης προσδιορίζεται οπτικά με το «άπλωμα» του ποδιού κατά μήκος των σωστών άκρων.
Παράγοντες που επηρεάζουν την ακρίβεια και την απόδοση της σύγκρουσης
Η ακρίβεια και η παραγωγικότητα της χειροκίνητης και μηχανικής σύγκρουσης φύλλων εξαρτάται από τη μορφή, την επιφανειακή πυκνότητα, τη χύδην πυκνότητα, την ομαλότητα και την περιεκτικότητα σε υγρασία του χαρτιού, καθώς και από τη μέση τιμή της αρχικής μετατόπισης των φύλλων και την κατάσταση των άκρων τους. .
Τα φύλλα μεγάλου μεγέθους είναι λιγότερο βολικά στη χρήση και, εφόσον όλα τα άλλα πράγματα είναι ίσα, έχουν μεγαλύτερη μάζα, επομένως μια στοίβα χαρτιού με λιγότερα φύλλα χρησιμοποιείται για ώθηση από ό,τι με μεσαία και μικρή μορφή. Η απόδοση σύγκρουσης μειώνεται κατά 17-20%. Το χαρτί με υψηλή επιφανειακή πυκνότητα, με άλλα πράγματα ίσα, έχει μεγαλύτερη μάζα, πάχος και ακαμψία, γεγονός που έχει διπλή επίδραση στην πολυπλοκότητα της λειτουργίας: αφενός, είναι απαραίτητο να σπρώξετε στοίβες χαρτιού με λιγότερα φύλλα, αλλά , από την άλλη πλευρά, τα χοντρά και άκαμπτα φύλλα χαρτιού ευθυγραμμίζονται σχετικά εύκολα κατά μήκος των άκρων. Για τους λόγους αυτούς, με αύξηση της επιφανειακής πυκνότητας του χαρτιού για κάθε 20%, η παραγωγικότητα του χαρτιού ώθησης με επιφανειακή πυκνότητα άνω των 90 g/m2 μειώνεται κατά περίπου 5%. Η σύγκρουση φύλλων λεπτών χαρτιών με χαμηλή πυκνότητα επιφάνειας είναι δύσκολη λόγω της χαμηλής ακαμψίας τους. Κατά την ευθυγράμμιση των φύλλων σε μια σκληρή επιφάνεια ενός τραπεζιού ή στους τοίχους μιας μηχανής πίεσης, η πιθανότητα να ζαρώσουν οι άκρες τους αυξάνεται σημαντικά. Λαμβάνοντας αυτό υπόψη, τα πρότυπα παραγωγής για την ώθηση χαρτιού με επιφανειακή πυκνότητα κάτω από 55 g/m2 έχουν μειωθεί κατά περίπου 17%. Λεπτοί τύποι χαρτιού με χαμηλή επιφανειακή πυκνότητα (για παράδειγμα, λεπτό χαρτί με επιφανειακή πυκνότητα 16 g/m2) είναι γενικά αδύνατο να συγκρουστούν· ισοπεδώνονται πιέζοντας κάθε φύλλο πάνω σε βελόνες.
Φύλλα καλενταρισμένου και επικαλυμμένου χαρτιού με υψηλή ομαλότητα γλιστρούν το ένα πάνω στο άλλο καλά και συγκρούονται εύκολα. Χαρτί υψηλής σκληρύνσεως με ομαλότητα άνω των 300 δευτερολέπτων και επικαλυμμένο χαρτί πριν από το κόψιμο και το σχίσιμο δεν μπορεί να ωθηθεί καθόλου, αλλά να ευθυγραμμιστεί πιέζοντάς το στον τροφοδότη και να σταματήσει όταν τοποθετείτε τη στοίβα στο τραπέζι μιας μηχανής κοπής χαρτιού μονής λεπίδας .
Η αυξημένη υγρασία του χαρτιού καθιστά δύσκολη την ώθηση, καθώς αυτό μειώνει την ακαμψία του και αυξάνει τον συντελεστή τριβής. Σε χαμηλή (λιγότερη από 5%) υγρασία, το χαρτί ηλεκτρίζεται εύκολα από τη στενή επαφή και την τριβή των φύλλων. Η συσσώρευση φορτίων κατά την ηλεκτροδότηση οδηγεί σε κόλλημα των φύλλων, γεγονός που καθιστά δύσκολη την εκτέλεση βασικών εργασιών ώθησης. Η βέλτιστη υγρασία χαρτιού για αυτήν την τεχνολογική διαδικασία, ίση με 7-8%, μπορεί να επιτευχθεί με κανονική σχετική υγρασία αέρα στο εργαστήριο (60 ± 5)% και μετά από εγκλιματισμό του χαρτιού για 24 ώρες.
Η μεγάλη αρχική μετατόπιση των φύλλων, οι κυματιστές, οι τσαλακωμένες και κατεστραμμένες άκρες των φύλλων καθιστούν δύσκολη την ώθηση. Ταυτόχρονα, όταν τοποθετείτε τροφοδότες επίπεδης στοίβας για μηχανές εκτύπωσης, φινιρίσματος και διπλώματος, η ώθηση μπορεί να παραλειφθεί εάν η αρχική μετατόπιση των φύλλων δεν υπερβαίνει τα 3 mm. Κατά τη φόρτωση στρογγυλών τροφοδοτικών πασσάλων πτυσσόμενων μηχανών, η ώθηση μπορεί να αποφευχθεί ακόμη και με μεγαλύτερη (έως 10 mm) μετατόπιση των άκρων του φύλλου.
Ερώτηση Νο 2. Χαρακτηρίστε και περιγράψτε την τεχνολογία των διαδικασιών χειροκίνητης συλλογής με εισαγωγή και επιλογή.
Δημιουργία μπλοκ βιβλίων
Η παραγωγή μπλοκ βιβλίων αναφέρεται σε δύο λειτουργίες - τη συναρμολόγηση των μπλοκ και τη στερέωσή τους, αλλά αυτές είναι οι βασικές, πιο σημαντικές λειτουργίες στην τεχνολογία των διαδικασιών βιβλιοδεσίας, αφού η ποιότητα της εκτέλεσής τους καθορίζει στον υψηλότερο βαθμό τις κύριες καταναλωτικές ιδιότητες του βιβλίου -τύπου δημοσιεύσεις: ευκολία χρήσης και απαιτούμενη αντοχή.
Η συμπλήρωση μπλοκ με καρτέλες (σημειωματάριο μέσα σε σημειωματάριο) χρησιμοποιείται για την παραγωγή εκδόσεων βιβλίων μικρού όγκου - «λεπτά» περιοδικά για διάφορους σκοπούς ανάγνωσης, βιβλία για παιδιά προσχολικής και δημοτικού, τεχνολογικές οδηγίες για μεμονωμένες λειτουργίες, διάφορα έγγραφα (κάρτες μέλους, βιβλία βαθμού κ.λπ. .) και λευκά είδη. Ο όγκος τέτοιων δημοσιεύσεων και προϊόντων συνήθως δεν υπερβαίνει τις 128 σελίδες και το πάχος του μπλοκ είναι 6,5 mm. Το πάχος του μπλοκ βιβλίου όταν συναρμολογείται με ένα ένθετο είναι περιορισμένο επειδή το πλάτος των εξωτερικών μεριδίων του φύλλου χαρτιού μετά το κόψιμο του μπλοκ ή τη δημοσίευση κατά την κάμψη των εσωτερικών μερών κατά μήκος της ακτίνας R (Εικ. 5.1) μειώνεται κατά l, ανάλογο με το πάχος του μπλοκ:
| |
Φροντιστήριο
Χρειάζεστε βοήθεια για τη μελέτη ενός θέματος;
Οι ειδικοί μας θα συμβουλεύσουν ή θα παρέχουν υπηρεσίες διδασκαλίας σε θέματα που σας ενδιαφέρουν.
Υποβάλετε την αίτησή σαςυποδεικνύοντας το θέμα αυτή τη στιγμή για να ενημερωθείτε σχετικά με τη δυνατότητα λήψης μιας διαβούλευσης.