Hur anteckningsböcker görs. Tillverkning av inbundna böcker Manuell sammanställning
Fråga nr 1. Lista de viktigaste stegen för att göra enkla anteckningsböcker. Arkskjutningsteknik och faktorer som påverkar noggrannheten och prestandan för att trycka.
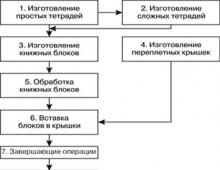
Att göra enkla anteckningsböcker
Blockschema över TBPP-publikationer i omslaget
Blockschema över TBPP-publikationer i ett bindande omslag

Nomenklaturen för bearbetning av arkmatade tryckta produkter till bokpublikationer, inklusive efterbehandlings- och bokbindningsprocesser, innehåller mer än 70 olika operationer som krävs för att omvandla tryck till förpackningsenheter för boktryckeriernas huvudprodukter. Beroende på volym, design, nivå av konstnärlig design och tryckning, krav på styrka och hållbarhet, kan antalet och sammansättningen av operationer variera avsevärt, men alla kan grupperas i sju eller åtta komplex av sekventiella operationer, som vid en viss skede, i närvaro av källmaterial och eftersläpning av halvfabrikat kan utföras oberoende. På stora tryckerier, för att förbättra organisationen av produktionen, är dessa komplex uppdelade i verkstäder eller avdelningar i en stor verkstad, och i läroboken är de grupperade i sektioner, vilket bidrar till assimileringen av innehållet i TBPP-disciplinen och själva begreppet "teknik": det är inte bara en uppsättning bearbetningsmetoder, förändrade egenskaper och former av material eller halvfabrikat i produktionsprocessen, utan också en strikt lista och sekvens av operationer, borttagning och omarrangering, som kan leda till förlust av viktiga konsumentegenskaper hos produkten, och i bokbindningsprocesser - en bokutgåva.
Att fylla i ett bokblock inte från separata ark, utan från anteckningsböcker är inte bara en hyllning till den uråldriga tekniken för att binda handskrivna och tidiga tryckta böcker, utan också en teknisk nödvändighet. Produktionen av böcker monterade från anteckningsböcker, och inte från enskilda ark (lober), gör att du kan minska arbetsintensiteten och sannolikheten för fel vid montering av blocket, för att välja en metod för fästning och bearbetning som säkerställer god öppningsbarhet, hög hållfasthet och hållbarhet av boken. Det är tekniskt och ekonomiskt möjligt att komponera bokblock från 32-, 16- och 8-sidiga så kallade enkla anteckningsböcker, erhållna med fyra-, tre- och tvåfaldigt vinkelrät symmetrisk vikning, eftersom detta säkerställer minimala tids- och arbetskostnader vid tillverkning av block, hög hållfasthet för sömnadsfästning och god kvalitet på mekanisk bearbetning av ryggraden, full användning av tryckmaskiners tekniska kapacitet och minimala kostnader i pre-press-processer, gör att du kan få maximal styrka och hållbarhet hos böcker.
Tillverkningen av enkla bokanteckningsböcker från utskrifter som erhållits på arkmatade tryckmaskiner inkluderar operationerna att skjuta, trimma och skära ark i bitar, vika, pressa och binda anteckningsböcker och lagra dem tills alla strukturella delar av bokblocket är redo för ytterligare bearbetning.
Skjutande lakan
Justering av kanterna på olika arkmaterial och utskrifter längs två intilliggande ändar av stapeln utförs för att öka tillförlitligheten hos matarna för tryck-, efterbehandlings- och falsmaskiner och kvaliteten på produkterna från pappersskärmaskiner med en kniv. Det är nödvändigt i fall där förskjutningen av ark i en stapel på grund av felaktig funktion av mottagnings- och utmatningsanordningen på arkskärande och arkmatade tryckmaskiner eller vårdslös transport överskrider toleranserna för mängden arkförskjutning för oavbruten drift av matare, för format och noggrannhet av skärande plåtmaterial och produkter. Otryckt papper, utskrifter och olika arkmatade bindningsmaterial kolliderar före utskrift, efterbehandling, skärning och vikning.
Kollisionsteknik
Skjutning av ark sker manuellt, med hjälp av halvautomatiska skjutmaskiner och automatiserade komplexa system, som inkluderar en skjutmaskin. Att skjuta ark manuellt utförs på ett horisontellt bord med en plan och slät yta, vars bredd är något större än diagonalen på de ark som bearbetas. När arbetaren trycker manuellt överför arbetaren en liten (lätt att använda) stapel ark från pallen till tryckbordet, använder speciella tekniker för att bilda "luftsmörjmedel" mellan arken i stapeln, öppnar stapeln med en "stege" ”, jämnar ut det med mjuka slag på bordsytan växelvis längs kanterna av rätt vinkel, sedan förskjuter han med handflatan luften mellan arken och placerar stapeln på matarbordet, skärmaskinen eller på en annan pall . På den kolliderade stapeln markeras rätt kanter med en färgpenna eller, om papperet är avsett för tryckning av omslag och vykort, genom att skära av rätt vinkel upp till 10 mm från dess topp. Vid försegling av framsidan av arket markeras det korrekta hörnet med ett speciellt märke - en smal remsa upp till 3 kvadratmeter lång. på arkets sidokant. Märkena i foten bildar en tydligt synlig rand på ändytan.
Med manuell tryckning är arbetarens arbete hårt och improduktivt: han lyfter och sänker varje pappersbunt på bordsytan från 2 till 6 gånger och bearbetar upp till 4 ton papper per skift. I små och medelstora tryckeriföretag används sorteringsmaskiner som är enkla i design och överkomliga i pris för att sortera. En sådan maskin har en massiv bas, ett bord med två låga väggstopp, ett plåtblåsningssystem och en elektrisk drivning som säkerställer vibration av bordet under tryckprocessen. Under arbetet tar bordet en lutande position, och plåtarna, tack vare luftsmörjning och sin egen tyngdkraft, är i linje med sidoväggarna. Lastning av tryckmaskinen bör göras i små staplar, eftersom med en stor massa av stapeln reduceras effektiviteten av arkuppblåsningen avsevärt och tiden för att rikta arken längs sidoväggarna ökar. Moderna medelstora och stora tryckeriföretag använder automatiserade komplexa system som servar processerna för sortering, skärning och alla relaterade hanteringsoperationer.
Efter sammanställning ska pappersark och utskrifter räknas och staplas i staplar om 500 på pallar i staplar vars höjd inte bör överstiga 1,6 m. Staplarna bör separeras från varandra med remsor av färgat papper för att uppskatta arbetsmängden färdigställt och mängden tillgängligt papper eller halvfabrikat.
Papper och halvfabrikat efter kollidering utvärderas utifrån en enda kvalitetsindikator - kolliderande noggrannhet. Arken i högen måste kollideras (inriktas) exakt, med en tolerans på 3 mm för papper och 4 mm för bokbindning. Noggrannheten av kollisionen bestäms visuellt genom att "sprida" foten längs de rätta kanterna.
Faktorer som påverkar kollisionsnoggrannhet och prestanda
Noggrannheten och produktiviteten för manuell och maskinell kollidering av ark beror på formatet, ytdensiteten, skrymdensiteten, jämnheten och fukthalten hos papperet, såväl som på det genomsnittliga värdet av den initiala förskjutningen av arken och tillståndet hos deras kanter. .
Storformatsark är mindre bekväma att använda och har, allt annat lika, mer massa, så en pappersbunt med färre ark tas för att trycka än med ett medelstort och litet format. Kollisionsprestandan minskar med 17-20 %. Papper med hög ytdensitet, allt annat lika, har högre massa, tjocklek och styvhet, vilket har en dubbel effekt på operationens komplexitet: å ena sidan är det nödvändigt att skjuta pappersstaplar med färre ark, men å andra sidan är tjocka och styva pappersark relativt lätta att rikta in längs kanterna. Av dessa skäl, med en ökning av ytdensiteten på papper för varje 20 %, minskar produktiviteten för att trycka papper med en ytdensitet på över 90 g/m2 med cirka 5 %. Att kollidera ark av tunna papper med låg ytdensitet är svårt på grund av deras låga styvhet. När du riktar ark mot en hård yta på ett bord eller väggarna i en pressmaskin, ökar sannolikheten för att deras kanter blir skrynkliga avsevärt. Med hänsyn till detta har produktionsstandarderna för att trycka papper med en ytdensitet under 55 g/m2 sänkts med cirka 17 %. Tunna typer av papper med låg ytdensitet (till exempel silkespapper med en ytdensitet på 16 g/m2) är i allmänhet omöjliga att kollidera, de jämnas ut genom att klämma fast varje ark på nålar.
Ark av kalandrerat och bestruket papper med hög jämnhet glider över varandra väl och kolliderar lätt. Högkalandrerat papper med en jämnhet på mer än 300 s och bestruket papper före trimning och skärning kan inte skjutas överhuvudtaget, utan riktas in genom att trycka det mot mataren och stoppa när stapeln läggs på bordet i en pappersskärmaskin med ett blad .
Ökad fuktighet i papper gör det svårt att trycka, eftersom detta minskar dess styvhet och ökar friktionskoefficienten. Vid låg (mindre än 5%) luftfuktighet elektrifieras papper lätt genom nära kontakt och friktion mellan arken. Ackumuleringen av laddningar under elektrifiering leder till att ark fastnar, vilket gör det svårt att utföra grundläggande tryckoperationer. Den optimala pappersfuktigheten för denna tekniska process, lika med 7-8 %, kan uppnås vid normal relativ luftfuktighet i verkstaden (60 ± 5) % och efter acklimatisering av papperet i 24 timmar.
Stor initial förskjutning av ark, vågiga, skrynkliga och skadade arkkanter gör det svårt att trycka. Samtidigt, när man laddar plattstackmatare för tryck-, efterbehandlings- och falsmaskiner, kan tryckning utelämnas om den initiala förskjutningen av arken inte överstiger 3 mm. Vid lastning av rundpålmatare på falsmaskiner kan tryckning undvikas även med en större (upp till 10 mm) förskjutning av plåtkanterna.
Fråga nr 2. Karaktärisera och beskriv tekniken för manuella plockprocesser genom insättning och urval.
Att göra bokblock
Produktionen av bokblock hänvisar till två operationer - montering av blocken och deras fastsättning, men dessa är de viktigaste, viktigaste operationerna i tekniken för bokbindningsprocesser, eftersom kvaliteten på deras utförande i högsta grad bestämmer bokens huvudsakliga konsumentegenskaper. -typ publikationer: användarvänlighet och erforderlig hållbarhet.
Kompletterande block med flikar (anteckningsbok i anteckningsbok) används i produktionen av bokpublikationer i små volymer - "tunna" tidningar för olika läsändamål, böcker för förskole- och grundskolebarn, tekniska instruktioner för enskilda operationer, olika dokument (medlemskort, betygsböcker etc.) och vitvaror. Volymen av sådana publikationer och produkter överstiger vanligtvis inte 128 sidor, och blocktjockleken är 6,5 mm. Tjockleken på bokblocket när det monteras med en insats är begränsad eftersom bredden på de yttre delarna av pappersarket efter trimning av blocket eller publikationen vid böjning av de inre skären längs radien R (Fig. 5.1) minskar med en mängd l, proportionell mot blockets tjocklek:
I den färdiga produkten leder detta till en betydande minskning av de radikulära marginalerna på de inre arken, eftersom även med en tät passform i anteckningsböcker och exakt vikning med en blocktjocklek på 5-6,5 mm, de främre kanterna på arket delar och typsättning ränder på de yttre arken av anteckningsböcker förskjuts med 4-5 mm, vilket naturligtvis minskar kvalitetsnivån på bokpublikationer, men är ganska acceptabelt vid produktion av vitvaror - veckotidningar, allmänna anteckningsböcker etc.
Teknik för montering av bokblock
Montering av block med skär och sortering sker manuellt, på instickssymaskiner, på instickssy-klippenheter och på sorteringsmaskiner och vid framställning av upplagor med lock kombineras montering med insats alltid med täcklock.
Manuell plockning med flik
På små tryckerier, när verkstaden är laddad med skift, kan en arbetare utföra montering av block med upp till 18-20 tusen trefaldiga anteckningsböcker med en flik och täcka blocken med ett lock. Manuell montering av bokblock med flikar utförs på ett horisontellt bord efter preliminär kontroll av staplarna av anteckningsböcker enligt normen och signaturerna genom att hälla dem "på en fläkt". Högar av anteckningsböcker placeras på höger sida av bordet med de första sidorna med signaturen nedåt, de övre kanterna mot dig och ryggarna till vänster (Fig. 5.2).
|
|

Ris. 5.2. Layout av anteckningsböcker och block vid manuell montering av block med en flik: B - stapel med interna anteckningsböcker; N - hög med externa anteckningsböcker; O - stapel av omslag; B - stack av färdiga block
Högen med inre anteckningsböcker placeras först till höger och högen med yttre anteckningsböcker placeras sist till vänster. Till vänster om högen med yttre anteckningsböcker finns en hög med omslag. För enkel användning är travarna av anteckningsböcker och omslag gjorda på olika höjder så att varje stapel till vänster är 1-1,5 cm lägre än höger. Höjden på höger fot bör inte överstiga 20 cm, annars kan den falla sönder om den rörs slarvigt. En trave vikta omslag läggs ovikt med vecken uppåt och överkanterna mot dig, eftersom det i en vikt form är omöjligt att stapla omslagen i en relativt hög stapel och det är svårt att separera dem en efter en under vikningen .
När du arbetar, separerar bookmakern med sin högra hand den övre anteckningsboken på den yttersta högra foten och samtidigt öppnar den med vänster hand den övre anteckningsboken på den intilliggande foten som ligger till vänster, varefter han trycker på blockets inre anteckningsbok in i den yttre. Sedan upprepas handrörelserna: med höger hand skjuts en del av det färdiga blocket in i nästa anteckningsbok på den tredje foten, öppnas med vänster hand etc., och hela blocket skjuts in i locket som öppnas med vänster hand. hand. Det färdiga och täckta blocket placeras på bordets vänstra kant. När höjden på stapeln av färdiga block når ett värde som är lämpligt för vidare bearbetning, skjuts den försiktigt först längs den övre kanten och sedan på ryggraden och placeras på det intilliggande arbetsbordet på en trådsymaskin eller i lastbilar för transport till efterföljande verksamhet eller till ett lager för halvfabrikat.
När man producerar upplagor i ett bindomslag är tekniken för att montera block med inlägg liknande, men själva monteringsprocessen slutar med att man sätter in delar av blocken i yttre anteckningsböcker med slutpapper limmade på båda sidor och kantade ryggar.
Manuellt plockning
Manuell montering av bokblock genom val med ett litet antal anteckningsböcker i blocken, samt vid komplettering med insats, utförs på ett horisontellt bord. Innan de placeras på bordet kontrollerar arbetaren kvaliteten på inkommande halvfabrikat och avvisar smutsiga och skadade anteckningsböcker; Ett märke med en färgpenna måste sättas på ryggarna eller på de övre kanterna av stapeln av de sista anteckningsböckerna i blocket för att underlätta separationen av de färdiga blocken innan de häftas. Detta märke kan också vara utövarens märke om plockningen utförs av två eller flera arbetare.
Om det inte finns mer än 8 anteckningsböcker i ett block, placeras högarna av anteckningsböcker på bordet i par, på lika avstånd från artistens arbetsplats, med ryggvecken åt höger och de övre kanterna mot dig, i ordning som visas i fig. 5.3. Monteringen av block börjar med den sista anteckningsboken, placera den med höger hand på bordet framför dig, varefter den näst sista anteckningsboken placeras på den med vänster hand. Därefter upprepas plockningsprocessen tills stapeln av färdiga block når en höjd som är lämplig för efterföljande bearbetning.

Ris. 5.3. Schema för att lägga högar av anteckningsböcker när du fyller i ett urval av små volymblock: 1-8 - högar av bärbara datorer; B - stack av färdiga block
Om antalet anteckningsböcker i en utgåva är fler än 8, installeras ett stativ på 10 cm högt på skrivbordet så att buntarna med anteckningsböcker kan staplas i två rader på olika höjder. I den första raden, längst bort från arbetaren, placeras högar av anteckningsböcker från den första halvan av blocket på stativet och placerar dem från vänster till höger. I den andra, nära raden, läggs högar av anteckningsböcker från andra halvan av blocket från höger till vänster. Monteringen av block börjar med den sista anteckningsboken, placera dem på vänster hand eller på ett kartongämne av lämpligt format och flytta längs bordet från vänster till höger och höger till vänster. I ett steg plockar arbetaren upp flera block med foten på en höjd som är bekväm för honom att arbeta med.
Om antalet anteckningsböcker i bokpublikationer är mer än 20, är det lämpligt att göra skrivbordet U-format. I detta fall kan arbetaren utföra plockning medan han sitter på en skruvstol. Med den så kallade anteckningsboktekniken, när bokblock kan bestå av flera dussin ark av A4- eller A5-format, installeras en två- eller trevåningshylla med celler i vilka flera hundra utskrifter kan staplas på skrivbordet.
Efter att stapeln har monterats, skjuts den längs den övre änden och på ryggraden, monteringens korrekthet kontrolleras med ryggmärkena, och sedan placeras den på det intilliggande bordet på en maskin för sömnad eller icke-sy fastsättning av block. På medelstora och stora företag placeras färdiga block i högar upp till 30 cm höga i lastbilar med hopfällbara hyllor eller på hyllan på en transportvagn.
Fråga nr 3 Faktorer som påverkar kvaliteten på blocken under processen att limma, torka och krympa ryggraden
Indikatorer för kvaliteten på bearbetningen av ryggraden av block beror på metoden och metoderna för limning, torkning och krympning av ryggraden och tekniska faktorer - indikatorer på kvaliteten på papper och volymen av anteckningsböcker i blocket.
Metoder och sätt att limma ryggraden. Enligt Moscow State Unitary Enterprise är alternativet att limma och torka ryggraden i ett fastspänt tillstånd, utfört på moderna limning-torkmaskiner, tekniskt sett det mest avancerade, eftersom det ger maximal styrka för att limma anteckningsböcker vid höga värden av packningskoefficienter och skjuvhållfasthet hos blocken.
Limförbrukning. Om blocktätningsanordningen säkerställer applicering av ett tunt lager lim med hög koncentration och eventuell viskositet med penetrering av limet mellan förtjockningarna av ryggvecken på intilliggande anteckningsböcker, ökar limhållfastheten hos anteckningsböcker med ökande limförbrukning upp till 0,6 kg/m2 för alla typer av papper (Fig. 6.2, a) . En trefaldig ökning av limförbrukningen ger ungefär en 1,5-faldig ökning av limhållfastheten för anteckningsböcker gjorda av icke-vidhäftande papperstyper och en 1,6-2,5-faldig ökning av anteckningsböcker gjorda av limmat offsetpapper, medan den absoluta ökningen av limstyrka är upp till 0,5 respektive 0,2 daN/cm (kgf/cm).

Ris. 6.2. Beroende på styrkan hos limning av anteckningsbokblock förseglade med PVAD: a - på limförbrukning; b - på koncentrationen av lim; 1 - boktryckspapper nr 3; 2 - för boktryckstryck nr 2; 3 - för boktryckstryck nr 1; 4 - offset nr 2; 5 - offset nr 1
Limkoncentration. Att öka koncentrationen av lim vid en konstant förbrukning (Fig. 6.2, b) ger en betydligt större effekt: en dubbel koncentrationsökning ger en ökning av styrkan hos limning av anteckningsböcker gjorda av icke-limmade typer av boktryckspapper med 1,5-2,5 gånger (med 0,5-0,6 daN/cm) och 3,0-4,5 gånger (ungefär 0,4 daN/cm) för laminerat offsetpapper. Användningen av koncentrerat lim med en konstant förbrukning av torrsubstans ger större styrka för limning av anteckningsböcker, bättre förutsättningar för torkning av ryggraden och gör att du kan spara lim vid bearbetning av block av icke-limmade papperstyper, om limförbrukningen är ställs in utifrån kravet på erforderlig limhållfasthet för anteckningsböcker i enlighet med publikationens livslängd.
Enligt Moscow State Unitary Enterprise, när man limmar ryggraden på block som består av 32-sidiga anteckningsböcker med outspädd 50% lim i enlighet med torrsubstansförbrukningshastigheten under torkning av ryggraden, är det nödvändigt att ta bort högst 30% av fukten som införs med limet. Den återstående fukten filtreras in i papperet och förblir i den självhäftande filmen utan att störa efterföljande operationer. Enkla beräkningar visar att när man använder utspädda lim som innehåller 33% torr rest, i enlighet med rekommendationerna från tekniska instruktioner och materialförbrukningsstandarder, är det nödvändigt att ta bort 4 gånger mer fukt under torkning för att få samma fukthalt.
Ryggtorkningsläge. Med intensiva torkningsmetoder, när limmet torkar, ökar bindningsstyrkan hos blocknotebook-datorerna, når ett maximum med förlusten av cirka 60 % av fukten som tillförs med koncentrationen på 33 % av lim, och minskar sedan. Bindningsstyrkan hos bärbara datorer vid optimal fukthalt ökar vid användning av hårda strålningskonvektiva torkningslägen (med ökande effekt och temperatur hos sändaren, vilket minskar avståndet till sändaren - kurva 1 i fig. 6.3), vilket tydligen bidrar till sammansmältningen av polyvinylacetatpartiklar, bildandet av en monolitisk film och diffusionspolymer till papper.

Ris. 6.3. Beroende av styrkan hos limning av bärbara block på mängden fukt som avlägsnas under torkning med infraröda kvartslampor: 1 - vid limning av ryggraden med 50% PVAD; 2 - vid tätning med 33% PVAD
Ryggkrympningslägen. Vid limning och torkning av blockens rötter i fastklämt tillstånd är pressningslägena trycket och mängden ryggar som lämnar klämmorna på transportören till limtorkmaskinen.
Med ökande frigöring av blockryggarna från klämmorna och krympningstryck, fläktar blockryggarna ut, vilket gör att limmet kan tränga in till ett större djup mellan vecken. I det här fallet ökar först styrkan för att limma anteckningsböcker och bokblock (för olika typer av papper med 20-30%), når ett visst maximum och minskar sedan (Fig. 6.4, a och 6.5, a). Med en ökning av frisättningen av rötterna från klämmorna minskar blockens komprimeringskoefficient (Fig. 6.4, b), och skjuvmotståndskoefficienten ökar något; En ökning av presstrycket ökar kompressionskoefficienten (fig. 6.4, b), men minskar ryggradens skjuvmotståndskoefficient. Det optimala värdet för ryggarna som kommer ut ur klämmorna bör vara 6-8 mm, och presstrycket är cirka 1-3 MPa, beroende på typen av finish och volymetrisk massa på papperet, volymen av bärbara datorer och tjockleken på kvarteret. Med dessa värden för krympningsparametrar säkerställs maximal styrka av limning av bärbara datorer och tillräckligt höga värden på komprimeringskoefficienter och blockskjuvhållfasthet, vilket säkerställer hög kvalitet på halvfabrikat i efterföljande operationer av mekanisk bearbetning av ryggraden. bokblock.

Ris. 6.4. Beroende av styrkan hos limning av anteckningsböcker (a) och komprimeringskoefficienten för block (b) på värdet på ryggraden som kommer ut ur klämmorna för block av boktryckspapper: 1 - nr 1, PVAD 33%; 2 - nr 1, PVAD 50%; 3 - nr 3, PVAD 50 %
Vid bearbetning av block steg för steg utförs enkel- eller dubbelkrympning av ryggraden på blockpressningsmaskiner av typen BPB-270 vid ett tryck på cirka 3-4 MPa (30-40 kgf/cm2).
Krympning av ryggraden på blocken efter torkning ökar komprimeringskoefficienten, minskar blockets motståndskoefficient mot skjuvning och påverkar inte styrkan hos limning av anteckningsbokblock.

Ris. 6.5. Beroende av bindningsstyrkan för bärbara datorer (a) och komprimeringskoefficienten för block (b) på klämtrycket för block av boktryckspapper: 1 - nr 1, 33% PVAD; 2 - nr 1, 50% PVAD; 3 - nr 3, 50% PVAD; 4 - nr 3, 33% PVAD
Pappersstorlek, sammansättning och volymetrisk vikt. Limmade papperstyper vätes mindre väl av PVAD och ger mindre styrka till den självhäftande sömmen, därför är styrkan för att limma anteckningsböcker av block gjorda av limmat offsetpapper (se kurvorna 4 och 5 i fig. 6.2), allt annat lika, är 2-4,5 gånger lägre än för icke-limmade typer av boktryckspapper (se kurvorna 1-3 i fig. 6.2). Papper som innehåller trämassa (nr 2 och nr 3), jämfört med papper som endast är tillverkat av cellulosa (nr 1), har i regel lägre skrymdensitet, större porositet, vätes bättre av lim och ger därför betydligt större limningsstyrka.
Volym av block anteckningsböcker. Om blocket är gjort av 32-sidiga anteckningsböcker, jämfört med 16-sidiga anteckningsböcker med samma limförbrukning, är limstyrkan hos anteckningsböckerna cirka 10-15% högre på grund av ökningen av limbredden mellan ryggvecken av intilliggande anteckningsböcker.
Pappers fukthalt. Komprimeringskoefficienten för block och styrkan hos den självhäftande sömmen i papper med låg luftfuktighet ökar vid användning av PVAD utspädd till 40-45% torrsubstanshalt, men styrkan hos den självhäftande filmen minskar avsevärt. Papper med låg luftfuktighet i det första steget av bildningen av en självhäftande söm absorberar mycket intensivt fukt från limmet, vilket försämrar vätbarheten hos papperet med lim och styrkan hos den självhäftande sömmen. Om block med låg (mindre än 5%) luftfuktighet tas emot för limning av ryggraden, bör limkoncentrationen minskas något. Styrkan för att limma anteckningsböcker kan ökas om ryggarna på blocken beläggs två gånger med lim: sekventiellt utspädd och koncentrerad PVAD.
Bibliografi
Handbok för trycktekniker. Del 6. Häftesbindningsprocesser/Comp. L.G. Granskaya, O.B. Kuptsova. - M.: Bok, 1985.
Teknik efter tryckprocesser. D.V. Vorobyov 2000.
Naturligtvis kommer de som vill starta sin egen produktion av bärbara datorer inte att bli pionjärer inom denna verksamhet, men det kommer att vara ganska lätt för dem att lyckas. Det är omöjligt att föreställa sig en enda person utan anteckningsblock, anteckningsbok eller andra pappersvaror, oavsett om han är en hemmafru eller en skolpojke, en äldre person eller en ung man. De finns i varje portfölj, ryggsäck eller handväska. Det är därför ett företag som produktion av bärbara datorer i Ryssland efterfrågas.
Start av aktivitet
Till att börja med behöver en företagare ingå ett långsiktigt avtal med en organisation som ägnar sig åt pappersåtervinning.
Därmed kommer han att bli av med problem med tillgången på råvaror för sin anteckningsbokproduktion, vilket är viktigt under förhållanden med stor konkurrens på pappersvarumarknaden.
Inte bara framtida omsättning, utan även förväntad vinst beror på detta. Ju större sortiment av bärbara datorer, desto fler kunder eller köpare kommer att köpa den från en viss tillverkare, vilket innebär att affärsintäkterna kommer att öka.
Att organisera produktionen av skolanteckningsböcker eller anteckningsböcker är inte så svårt, även om det naturligtvis är omöjligt att utföra det hemma. För att arbeta behöver du specialutrustning som fungerar med datorprecision.
Marknadsfunktioner
Produktionen av bärbara datorer, enligt experter, är en mycket lönsam verksamhet. När allt kommer omkring är anteckningsböcker, oavsett antalet ark, alltid efterfrågade. De säljs ständigt, och de köps mest aktivt på tröskeln till öppningen av skolsäsongen.
Samtidigt kommer köpare mycket sällan ihåg namnet på ett varumärke, dessutom kräver de inte varumärken inom detta område. För dem är det viktigaste pris, design och kvalitet. Därför, för att öka försäljningsnivån för sina produkter, försöker många tillverkare på alla sätt locka konsumenter till dem och erbjuder dem inte bara exklusiva produkter utan också nya kollektioner.
I processen att utveckla designen av bärbara datorer är det absolut nödvändigt att ta hänsyn till ett ganska stort antal olika nyanser. Det är nödvändigt att ta hänsyn inte bara till ålderskategorin eller preferenser för unga köpare, utan också deras sociala status. Det är mycket viktigt att välja rätt tidpunkt för att börja släppa licensierade produkter, när populariteten för en viss serie blir ovanligt hög, eller till exempel premiären av en sensationell tecknad film eller film är planerad under de kommande dagarna.
Samtidigt kan inte ens de mest erfarna marknadsförarna vara hundra procent säkra på att produktionen av bärbara datorer med bilden av dessa favoritkaraktärer (den andra upplagan) kommer att ha samma efterfrågan som lanseringen av den första. Samtidigt, enligt cheferna för stora företag som producerar pappersvaror, är det nödvändigt att ändra samlingen minst en gång om året, även om vissa spelare på denna marknad uppdaterar dem två eller tre gånger under varje ny säsong.
Teknik för tillverkning av bärbara datorer

Tillverkningen omfattar endast två steg. Först skrivs anteckningsboken ut i enlighet med designerlayouter och viks. Det andra steget är deras fastsättning. Med hjälp av häftklamrar erhålls anteckningsböcker med ett litet antal sidor.
Medan med sin stora volym utförs anslutningen med både klammer och fjädrar. När vi skapar omslag använder vi tryckteknik med ultraviolett bläck, vilket gör det möjligt att använda hela färgpaletten. Detta gör dem ännu mer attraktiva. Dessutom involverar produktionen av bärbara datorer ibland användning av kontinuerliga eller selektiva lackeringstekniker, såväl som ytprägling.
Licensfrågor
För att placera tecknade bilder på omslaget till en anteckningsbok måste ägaren av en tryckeriorganisation inhämta samtycke från tecknade företag eller köpa en licens från det. Du kan betala för licensen direkt, eller så kan du ta den som säkerhet.
Det måste sägas att många små privata företag som gör affärer med skolbarn inte ens tänker på detta och placerar någon bild eller karaktär på sina produkter. Dessa små företag använder illegalt andras bilder eftersom de inte vill betala tillräckligt höga licensavgifter. Men även om detta praktiseras överallt, är detta tillvägagångssätt fyllt av ett antal problem, och först och främst problem med skatteinspektionen.
Anteckningsböcker med foton av unga idoler, seriefigurer eller karaktärer från tv-serier på omslaget är lite dyrare än vanliga. Och detta är inte förvånande, eftersom deras pris inkluderar kostnaden för en licens, som når flera tusen dollar. Vanligtvis köps en licens för flera år. Men i de flesta fall är den faktiska användningsperioden mycket kortare, eftersom preferenser eller smaker hos barn och ungdomar förändras ganska snabbt.
Utrustning
Liksom all produktion kräver produktionen av bärbara datorer också närvaron av maskiner och annan utrustning. Till att börja med behöver du förstås hyra eller köpa lämplig lokal där de kan placeras. Utrustningen för tillverkning av bärbara datorer är som följer: en presspress, en trådsömnads- och arkskärmaskin, en treknivs pappersskärmaskin, det anses vara optimalt att ha minst två kopior av den, en stans- och skårmaskin , en vikmaskin och enheter för foliestansning. Dessutom kan du i vissa fall behöva skrivarenheter, för vilka du måste köpa speciella rullar.

Egenheter
Du kan naturligtvis spara nästan hälften av kostnaden och köpa begagnade maskiner som säljs av samma företag, men det mesta av sådan utrustning, som redan har använts, har länge varit föråldrad. Dessutom köptes många av de maskiner som dessa tryckerier verkade med i mitten av förra seklet, och deras slitage kan vara för stort idag.
Det bör också beaktas att produktionen av sådana kontorsmaterial anses skadlig, därför måste all köpt utrustning åtföljas av lämpliga certifikat som bekräftar deras säkerhet för människor och miljö.
Kostnader och återbetalning
 För att organisera produktionen av bärbara datorer kommer en verkstad att kräva ett rum med en yta på tusen kvadratmeter för att rymma utrustning.
För att organisera produktionen av bärbara datorer kommer en verkstad att kräva ett rum med en yta på tusen kvadratmeter för att rymma utrustning.
Dessutom kommer det att behövas administrativa utrymmen samt lager för att lagra råvaror och färdiga produkter.
Det totala antalet anställda i ett sådant företag är i genomsnitt femtio personer, varav huvuddelen arbetar i produktionen.
En affärsplan för ett tryckeri med genomsnittlig produktivitet kommer att kräva mer än tio miljoner rubel i utgifter. Den genomsnittliga återbetalningstiden för ett sådant projekt kommer att vara minst tre år.
Den totala kostnaden för all nödvändig utrustning kommer att vara från fem miljoner rubel, och om beräkningar görs baserat på kostnaden för rysktillverkade maskiner med tillräckligt hög produktivitet. I det här fallet kan du beställa från inhemska maskinbyggnadsanläggningar eller köpa ny utrustning utomlands, vilket kommer att kosta mycket mer.
Ytterligare vinst
Produktionen av anteckningsböcker kan utökas genom att producera anteckningsblock. De kan vara så varierande som möjligt, billiga och dyra, designade för att passa varje köpares smak. I allmänhet kommer kontorsmaterial alltid att efterfrågas, så en sådan verksamhet har nästan hundra procent framgång. Men efter att ha bestämt sig för att engagera sig i denna typ av produktion måste en entreprenör nödvändigtvis upprätta en affärsplan som hjälper honom att undvika många misstag.
Fråga nr 1. Lista de viktigaste stegen för att göra enkla anteckningsböcker. Arkskjutningsteknik och faktorer som påverkar noggrannheten och prestandan för att trycka.
Att göra enkla anteckningsböcker
Blockschema över TBPP-publikationer i omslaget
Blockschema över TBPP-publikationer i ett bindande omslag

Nomenklaturen för bearbetning av arkmatade tryckta produkter till bokpublikationer, inklusive efterbehandlings- och bokbindningsprocesser, innehåller mer än 70 olika operationer som krävs för att omvandla tryck till förpackningsenheter för boktryckeriernas huvudprodukter. Beroende på volym, design, nivå av konstnärlig design och tryckning, krav på styrka och hållbarhet, kan antalet och sammansättningen av operationer variera avsevärt, men alla kan grupperas i sju eller åtta komplex av sekventiella operationer, som vid en viss skede, i närvaro av källmaterial och eftersläpning av halvfabrikat kan utföras oberoende. På stora tryckerier, för att förbättra organisationen av produktionen, är dessa komplex uppdelade i verkstäder eller avdelningar i en stor verkstad, och i läroboken är de grupperade i sektioner, vilket bidrar till assimileringen av innehållet i TBPP-disciplinen och själva begreppet "teknik": det är inte bara en uppsättning bearbetningsmetoder, förändrade egenskaper och former av material eller halvfabrikat i produktionsprocessen, utan också en strikt lista och sekvens av operationer, borttagning och omarrangering, som kan leda till förlust av viktiga konsumentegenskaper hos produkten, och i bokbindningsprocesser - en bokutgåva.
Att fylla i ett bokblock inte från separata ark, utan från anteckningsböcker är inte bara en hyllning till den uråldriga tekniken för att binda handskrivna och tidiga tryckta böcker, utan också en teknisk nödvändighet. Produktionen av böcker monterade från anteckningsböcker, och inte från enskilda ark (lober), gör att du kan minska arbetsintensiteten och sannolikheten för fel vid montering av blocket, för att välja en metod för fästning och bearbetning som säkerställer god öppningsbarhet, hög hållfasthet och hållbarhet av boken. Det är tekniskt och ekonomiskt möjligt att komponera bokblock från 32-, 16- och 8-sidiga så kallade enkla anteckningsböcker, erhållna med fyra-, tre- och tvåfaldigt vinkelrät symmetrisk vikning, eftersom detta säkerställer minimala tids- och arbetskostnader vid tillverkning av block, hög hållfasthet för sömnadsfästning och god kvalitet på mekanisk bearbetning av ryggraden, full användning av tryckmaskiners tekniska kapacitet och minimala kostnader i pre-press-processer, gör att du kan få maximal styrka och hållbarhet hos böcker.
Tillverkningen av enkla bokanteckningsböcker från utskrifter som erhållits på arkmatade tryckmaskiner inkluderar operationerna att skjuta, trimma och skära ark i bitar, vika, pressa och binda anteckningsböcker och lagra dem tills alla strukturella delar av bokblocket är redo för ytterligare bearbetning.
Skjutande lakan
Justering av kanterna på olika arkmaterial och utskrifter längs två intilliggande ändar av stapeln utförs för att öka tillförlitligheten hos matarna för tryck-, efterbehandlings- och falsmaskiner och kvaliteten på produkterna från pappersskärmaskiner med en kniv. Det är nödvändigt i fall där förskjutningen av ark i en stapel på grund av felaktig funktion av mottagnings- och utmatningsanordningen på arkskärande och arkmatade tryckmaskiner eller vårdslös transport överskrider toleranserna för mängden arkförskjutning för oavbruten drift av matare, för format och noggrannhet av skärande plåtmaterial och produkter. Otryckt papper, utskrifter och olika arkmatade bindningsmaterial kolliderar före utskrift, efterbehandling, skärning och vikning.
Kollisionsteknik
Skjutning av ark sker manuellt, med hjälp av halvautomatiska skjutmaskiner och automatiserade komplexa system, som inkluderar en skjutmaskin. Att skjuta ark manuellt utförs på ett horisontellt bord med en plan och slät yta, vars bredd är något större än diagonalen på de ark som bearbetas. När arbetaren trycker manuellt överför arbetaren en liten (lätt att använda) stapel ark från pallen till tryckbordet, använder speciella tekniker för att bilda "luftsmörjmedel" mellan arken i stapeln, öppnar stapeln med en "stege" ”, jämnar ut det med mjuka slag på bordsytan växelvis längs kanterna av rätt vinkel, sedan förskjuter han med handflatan luften mellan arken och placerar stapeln på matarbordet, skärmaskinen eller på en annan pall . På den kolliderade stapeln markeras rätt kanter med en färgpenna eller, om papperet är avsett för tryckning av omslag och vykort, genom att skära av rätt vinkel upp till 10 mm från dess topp. Vid försegling av framsidan av arket markeras det korrekta hörnet med ett speciellt märke - en smal remsa upp till 3 kvadratmeter lång. på arkets sidokant. Märkena i foten bildar en tydligt synlig rand på ändytan.
Med manuell tryckning är arbetarens arbete hårt och improduktivt: han lyfter och sänker varje pappersbunt på bordsytan från 2 till 6 gånger och bearbetar upp till 4 ton papper per skift. I små och medelstora tryckeriföretag används sorteringsmaskiner som är enkla i design och överkomliga i pris för att sortera. En sådan maskin har en massiv bas, ett bord med två låga väggstopp, ett plåtblåsningssystem och en elektrisk drivning som säkerställer vibration av bordet under tryckprocessen. Under arbetet tar bordet en lutande position, och plåtarna, tack vare luftsmörjning och sin egen tyngdkraft, är i linje med sidoväggarna. Lastning av tryckmaskinen bör göras i små staplar, eftersom med en stor massa av stapeln reduceras effektiviteten av arkuppblåsningen avsevärt och tiden för att rikta arken längs sidoväggarna ökar. Moderna medelstora och stora tryckeriföretag använder automatiserade komplexa system som servar processerna för sortering, skärning och alla relaterade hanteringsoperationer.
Efter sammanställning ska pappersark och utskrifter räknas och staplas i staplar om 500 på pallar i staplar vars höjd inte bör överstiga 1,6 m. Staplarna bör separeras från varandra med remsor av färgat papper för att uppskatta arbetsmängden färdigställt och mängden tillgängligt papper eller halvfabrikat.
Papper och halvfabrikat efter kollidering utvärderas utifrån en enda kvalitetsindikator - kolliderande noggrannhet. Arken i högen måste kollideras (inriktas) exakt, med en tolerans på 3 mm för papper och 4 mm för bokbindning. Noggrannheten av kollisionen bestäms visuellt genom att "sprida" foten längs de rätta kanterna.
Faktorer som påverkar kollisionsnoggrannhet och prestanda
Noggrannheten och produktiviteten för manuell och maskinell kollidering av ark beror på formatet, ytdensiteten, skrymdensiteten, jämnheten och fukthalten hos papperet, såväl som på det genomsnittliga värdet av den initiala förskjutningen av arken och tillståndet hos deras kanter. .
Storformatsark är mindre bekväma att använda och har, allt annat lika, mer massa, så en pappersbunt med färre ark tas för att trycka än med ett medelstort och litet format. Kollisionsprestandan minskar med 17-20 %. Papper med hög ytdensitet, allt annat lika, har högre massa, tjocklek och styvhet, vilket har en dubbel effekt på operationens komplexitet: å ena sidan är det nödvändigt att skjuta pappersstaplar med färre ark, men å andra sidan är tjocka och styva pappersark relativt lätta att rikta in längs kanterna. Av dessa skäl, med en ökning av ytdensiteten på papper för varje 20 %, minskar produktiviteten för att trycka papper med en ytdensitet på över 90 g/m2 med cirka 5 %. Att kollidera ark av tunna papper med låg ytdensitet är svårt på grund av deras låga styvhet. När du riktar ark mot en hård yta på ett bord eller väggarna i en pressmaskin, ökar sannolikheten för att deras kanter blir skrynkliga avsevärt. Med hänsyn till detta har produktionsstandarderna för att trycka papper med en ytdensitet under 55 g/m2 sänkts med cirka 17 %. Tunna typer av papper med låg ytdensitet (till exempel silkespapper med en ytdensitet på 16 g/m2) är i allmänhet omöjliga att kollidera, de jämnas ut genom att klämma fast varje ark på nålar.
Ark av kalandrerat och bestruket papper med hög jämnhet glider över varandra väl och kolliderar lätt. Högkalandrerat papper med en jämnhet på mer än 300 s och bestruket papper före trimning och skärning kan inte skjutas överhuvudtaget, utan riktas in genom att trycka det mot mataren och stoppa när stapeln läggs på bordet i en pappersskärmaskin med ett blad .
Ökad fuktighet i papper gör det svårt att trycka, eftersom detta minskar dess styvhet och ökar friktionskoefficienten. Vid låg (mindre än 5%) luftfuktighet elektrifieras papper lätt genom nära kontakt och friktion mellan arken. Ackumuleringen av laddningar under elektrifiering leder till att ark fastnar, vilket gör det svårt att utföra grundläggande tryckoperationer. Den optimala pappersfuktigheten för denna tekniska process, lika med 7-8 %, kan uppnås vid normal relativ luftfuktighet i verkstaden (60 ± 5) % och efter acklimatisering av papperet i 24 timmar.
Stor initial förskjutning av ark, vågiga, skrynkliga och skadade arkkanter gör det svårt att trycka. Samtidigt, när man laddar plattstackmatare för tryck-, efterbehandlings- och falsmaskiner, kan tryckning utelämnas om den initiala förskjutningen av arken inte överstiger 3 mm. Vid lastning av rundpålmatare på falsmaskiner kan tryckning undvikas även med en större (upp till 10 mm) förskjutning av plåtkanterna.
Fråga nr 2. Karaktärisera och beskriv tekniken för manuella plockprocesser genom insättning och urval.
Att göra bokblock
Produktionen av bokblock hänvisar till två operationer - montering av blocken och deras fastsättning, men dessa är de viktigaste, viktigaste operationerna i tekniken för bokbindningsprocesser, eftersom kvaliteten på deras utförande i högsta grad bestämmer bokens huvudsakliga konsumentegenskaper. -typ publikationer: användarvänlighet och erforderlig hållbarhet.
Kompletterande block med flikar (anteckningsbok i anteckningsbok) används i produktionen av bokpublikationer i små volymer - "tunna" tidningar för olika läsändamål, böcker för förskole- och grundskolebarn, tekniska instruktioner för enskilda operationer, olika dokument (medlemskort, betygsböcker etc.) och vitvaror. Volymen av sådana publikationer och produkter överstiger vanligtvis inte 128 sidor, och blocktjockleken är 6,5 mm. Tjockleken på bokblocket när det monteras med en insats är begränsad eftersom bredden på de yttre delarna av pappersarket efter trimning av blocket eller publikationen vid böjning av de inre skären längs radien R (Fig. 5.1) minskar med en mängd l, proportionell mot blockets tjocklek:
I den färdiga produkten leder detta till en betydande minskning av de radikulära marginalerna på de inre arken, eftersom även med en tät passform i anteckningsböcker och exakt vikning med en blocktjocklek på 5-6,5 mm, de främre kanterna på arket delar och typsättning ränder på de yttre arken av anteckningsböcker förskjuts med 4-5 mm, vilket naturligtvis minskar kvalitetsnivån på bokpublikationer, men är ganska acceptabelt vid produktion av vitvaror - veckotidningar, allmänna anteckningsböcker etc.
Teknik för montering av bokblock
Montering av block med skär och sortering sker manuellt, på instickssymaskiner, på instickssy-klippenheter och på sorteringsmaskiner och vid framställning av upplagor med lock kombineras montering med insats alltid med täcklock.
Manuell plockning med flik
På små tryckerier, när verkstaden är laddad med skift, kan en arbetare utföra montering av block med upp till 18-20 tusen trefaldiga anteckningsböcker med en flik och täcka blocken med ett lock. Manuell montering av bokblock med flikar utförs på ett horisontellt bord efter preliminär kontroll av staplarna av anteckningsböcker enligt normen och signaturerna genom att hälla dem "på en fläkt". Högar av anteckningsböcker placeras på höger sida av bordet med de första sidorna med signaturen nedåt, de övre kanterna mot dig och ryggarna till vänster (Fig. 5.2).
|
|

Ris. 5.2. Layout av anteckningsböcker och block vid manuell montering av block med en flik: B - stapel med interna anteckningsböcker; N - hög med externa anteckningsböcker; O - stapel av omslag; B - stack av färdiga block
Högen med inre anteckningsböcker placeras först till höger och högen med yttre anteckningsböcker placeras sist till vänster. Till vänster om högen med yttre anteckningsböcker finns en hög med omslag. För enkel användning är travarna av anteckningsböcker och omslag gjorda på olika höjder så att varje stapel till vänster är 1-1,5 cm lägre än höger. Höjden på höger fot bör inte överstiga 20 cm, annars kan den falla sönder om den rörs slarvigt. En trave vikta omslag läggs ovikt med vecken uppåt och överkanterna mot dig, eftersom det i en vikt form är omöjligt att stapla omslagen i en relativt hög stapel och det är svårt att separera dem en efter en under vikningen .
När du arbetar, separerar bookmakern med sin högra hand den övre anteckningsboken på den yttersta högra foten och samtidigt öppnar den med vänster hand den övre anteckningsboken på den intilliggande foten som ligger till vänster, varefter han trycker på blockets inre anteckningsbok in i den yttre. Sedan upprepas handrörelserna: med höger hand skjuts en del av det färdiga blocket in i nästa anteckningsbok på den tredje foten, öppnas med vänster hand etc., och hela blocket skjuts in i locket som öppnas med vänster hand. hand. Det färdiga och täckta blocket placeras på bordets vänstra kant. När höjden på stapeln av färdiga block når ett värde som är lämpligt för vidare bearbetning, skjuts den försiktigt först längs den övre kanten och sedan på ryggraden och placeras på det intilliggande arbetsbordet på en trådsymaskin eller i lastbilar för transport till efterföljande verksamhet eller till ett lager för halvfabrikat.
När man producerar upplagor i ett bindomslag är tekniken för att montera block med inlägg liknande, men själva monteringsprocessen slutar med att man sätter in delar av blocken i yttre anteckningsböcker med slutpapper limmade på båda sidor och kantade ryggar.
Manuellt plockning
Manuell montering av bokblock genom val med ett litet antal anteckningsböcker i blocken, samt vid komplettering med insats, utförs på ett horisontellt bord. Innan de placeras på bordet kontrollerar arbetaren kvaliteten på inkommande halvfabrikat och avvisar smutsiga och skadade anteckningsböcker; Ett märke med en färgpenna måste sättas på ryggarna eller på de övre kanterna av stapeln av de sista anteckningsböckerna i blocket för att underlätta separationen av de färdiga blocken innan de häftas. Detta märke kan också vara utövarens märke om plockningen utförs av två eller flera arbetare.
Om det inte finns mer än 8 anteckningsböcker i ett block, placeras högarna av anteckningsböcker på bordet i par, på lika avstånd från artistens arbetsplats, med ryggvecken åt höger och de övre kanterna mot dig, i ordning som visas i fig. 5.3. Monteringen av block börjar med den sista anteckningsboken, placera den med höger hand på bordet framför dig, varefter den näst sista anteckningsboken placeras på den med vänster hand. Därefter upprepas plockningsprocessen tills stapeln av färdiga block når en höjd som är lämplig för efterföljande bearbetning.

Ris. 5.3. Schema för att lägga högar av anteckningsböcker när du fyller i ett urval av små volymblock: 1-8 - högar av bärbara datorer; B - stack av färdiga block
Om antalet anteckningsböcker i en utgåva är fler än 8, installeras ett stativ på 10 cm högt på skrivbordet så att buntarna med anteckningsböcker kan staplas i två rader på olika höjder. I den första raden, längst bort från arbetaren, placeras högar av anteckningsböcker från den första halvan av blocket på stativet och placerar dem från vänster till höger. I den andra, nära raden, läggs högar av anteckningsböcker från andra halvan av blocket från höger till vänster. Monteringen av block börjar med den sista anteckningsboken, placera dem på vänster hand eller på ett kartongämne av lämpligt format och flytta längs bordet från vänster till höger och höger till vänster. I ett steg plockar arbetaren upp flera block med foten på en höjd som är bekväm för honom att arbeta med.
Om antalet anteckningsböcker i bokpublikationer är mer än 20, är det lämpligt att göra skrivbordet U-format. I detta fall kan arbetaren utföra plockning medan han sitter på en skruvstol. Med den så kallade anteckningsboktekniken, när bokblock kan bestå av flera dussin ark av A4- eller A5-format, installeras en två- eller trevåningshylla med celler i vilka flera hundra utskrifter kan staplas på skrivbordet.
Efter att stapeln har monterats, skjuts den längs den övre änden och på ryggraden, monteringens korrekthet kontrolleras med ryggmärkena, och sedan placeras den på det intilliggande bordet på en maskin för sömnad eller icke-sy fastsättning av block. På medelstora och stora företag placeras färdiga block i högar upp till 30 cm höga i lastbilar med hopfällbara hyllor eller på hyllan på en transportvagn.
Fråga nr 3 Faktorer som påverkar kvaliteten på blocken under processen att limma, torka och krympa ryggraden
Indikatorer för kvaliteten på bearbetningen av ryggraden av block beror på metoden och metoderna för limning, torkning och krympning av ryggraden och tekniska faktorer - indikatorer på kvaliteten på papper och volymen av anteckningsböcker i blocket.
Metoder och sätt att limma ryggraden. Enligt Moscow State Unitary Enterprise är alternativet att limma och torka ryggraden i ett fastspänt tillstånd, utfört på moderna limning-torkmaskiner, tekniskt sett det mest avancerade, eftersom det ger maximal styrka för att limma anteckningsböcker vid höga värden av packningskoefficienter och skjuvhållfasthet hos blocken.
Limförbrukning. Om blocktätningsanordningen säkerställer applicering av ett tunt lager lim med hög koncentration och eventuell viskositet med penetrering av limet mellan förtjockningarna av ryggvecken på intilliggande anteckningsböcker, ökar limhållfastheten hos anteckningsböcker med ökande limförbrukning upp till 0,6 kg/m2 för alla typer av papper (Fig. 6.2, a) . En trefaldig ökning av limförbrukningen ger ungefär en 1,5-faldig ökning av limhållfastheten för anteckningsböcker gjorda av icke-vidhäftande papperstyper och en 1,6-2,5-faldig ökning av anteckningsböcker gjorda av limmat offsetpapper, medan den absoluta ökningen av limstyrka är upp till 0,5 respektive 0,2 daN/cm (kgf/cm).

Ris. 6.2. Beroende på styrkan hos limning av anteckningsbokblock förseglade med PVAD: a - på limförbrukning; b - på koncentrationen av lim; 1 - boktryckspapper nr 3; 2 - för boktryckstryck nr 2; 3 - för boktryckstryck nr 1; 4 - offset nr 2; 5 - offset nr 1
Limkoncentration. Att öka koncentrationen av lim vid en konstant förbrukning (Fig. 6.2, b) ger en betydligt större effekt: en dubbel koncentrationsökning ger en ökning av styrkan hos limning av anteckningsböcker gjorda av icke-limmade typer av boktryckspapper med 1,5-2,5 gånger (med 0,5-0,6 daN/cm) och 3,0-4,5 gånger (ungefär 0,4 daN/cm) för laminerat offsetpapper. Användningen av koncentrerat lim med en konstant förbrukning av torrsubstans ger större styrka för limning av anteckningsböcker, bättre förutsättningar för torkning av ryggraden och gör att du kan spara lim vid bearbetning av block av icke-limmade papperstyper, om limförbrukningen är ställs in utifrån kravet på erforderlig limhållfasthet för anteckningsböcker i enlighet med publikationens livslängd.
Enligt Moscow State Unitary Enterprise, när man limmar ryggraden på block som består av 32-sidiga anteckningsböcker med outspädd 50% lim i enlighet med torrsubstansförbrukningshastigheten under torkning av ryggraden, är det nödvändigt att ta bort högst 30% av fukten som införs med limet. Den återstående fukten filtreras in i papperet och förblir i den självhäftande filmen utan att störa efterföljande operationer. Enkla beräkningar visar att när man använder utspädda lim som innehåller 33% torr rest, i enlighet med rekommendationerna från tekniska instruktioner och materialförbrukningsstandarder, är det nödvändigt att ta bort 4 gånger mer fukt under torkning för att få samma fukthalt.
Ryggtorkningsläge. Med intensiva torkningsmetoder, när limmet torkar, ökar bindningsstyrkan hos blocknotebook-datorerna, når ett maximum med förlusten av cirka 60 % av fukten som tillförs med koncentrationen på 33 % av lim, och minskar sedan. Bindningsstyrkan hos bärbara datorer vid optimal fukthalt ökar vid användning av hårda strålningskonvektiva torkningslägen (med ökande effekt och temperatur hos sändaren, vilket minskar avståndet till sändaren - kurva 1 i fig. 6.3), vilket tydligen bidrar till sammansmältningen av polyvinylacetatpartiklar, bildandet av en monolitisk film och diffusionspolymer till papper.

Ris. 6.3. Beroende av styrkan hos limning av bärbara block på mängden fukt som avlägsnas under torkning med infraröda kvartslampor: 1 - vid limning av ryggraden med 50% PVAD; 2 - vid tätning med 33% PVAD
Ryggkrympningslägen. Vid limning och torkning av blockens rötter i fastklämt tillstånd är pressningslägena trycket och mängden ryggar som lämnar klämmorna på transportören till limtorkmaskinen.
Med ökande frigöring av blockryggarna från klämmorna och krympningstryck, fläktar blockryggarna ut, vilket gör att limmet kan tränga in till ett större djup mellan vecken. I det här fallet ökar först styrkan för att limma anteckningsböcker och bokblock (för olika typer av papper med 20-30%), når ett visst maximum och minskar sedan (Fig. 6.4, a och 6.5, a). Med en ökning av frisättningen av rötterna från klämmorna minskar blockens komprimeringskoefficient (Fig. 6.4, b), och skjuvmotståndskoefficienten ökar något; En ökning av presstrycket ökar kompressionskoefficienten (fig. 6.4, b), men minskar ryggradens skjuvmotståndskoefficient. Det optimala värdet för ryggarna som kommer ut ur klämmorna bör vara 6-8 mm, och presstrycket är cirka 1-3 MPa, beroende på typen av finish och volymetrisk massa på papperet, volymen av bärbara datorer och tjockleken på kvarteret. Med dessa värden för krympningsparametrar säkerställs maximal styrka av limning av bärbara datorer och tillräckligt höga värden på komprimeringskoefficienter och blockskjuvhållfasthet, vilket säkerställer hög kvalitet på halvfabrikat i efterföljande operationer av mekanisk bearbetning av ryggraden. bokblock.

Ris. 6.4. Beroende av styrkan hos limning av anteckningsböcker (a) och komprimeringskoefficienten för block (b) på värdet på ryggraden som kommer ut ur klämmorna för block av boktryckspapper: 1 - nr 1, PVAD 33%; 2 - nr 1, PVAD 50%; 3 - nr 3, PVAD 50 %
Vid bearbetning av block steg för steg utförs enkel- eller dubbelkrympning av ryggraden på blockpressningsmaskiner av typen BPB-270 vid ett tryck på cirka 3-4 MPa (30-40 kgf/cm2).
Krympning av ryggraden på blocken efter torkning ökar komprimeringskoefficienten, minskar blockets motståndskoefficient mot skjuvning och påverkar inte styrkan hos limning av anteckningsbokblock.

Ris. 6.5. Beroende av bindningsstyrkan för bärbara datorer (a) och komprimeringskoefficienten för block (b) på klämtrycket för block av boktryckspapper: 1 - nr 1, 33% PVAD; 2 - nr 1, 50% PVAD; 3 - nr 3, 50% PVAD; 4 - nr 3, 33% PVAD
Pappersstorlek, sammansättning och volymetrisk vikt. Limmade papperstyper vätes mindre väl av PVAD och ger mindre styrka till den självhäftande sömmen, därför är styrkan för att limma anteckningsböcker av block gjorda av limmat offsetpapper (se kurvorna 4 och 5 i fig. 6.2), allt annat lika, är 2-4,5 gånger lägre än för icke-limmade typer av boktryckspapper (se kurvorna 1-3 i fig. 6.2). Papper som innehåller trämassa (nr 2 och nr 3), jämfört med papper som endast är tillverkat av cellulosa (nr 1), har i regel lägre skrymdensitet, större porositet, vätes bättre av lim och ger därför betydligt större limningsstyrka.
Volym av block anteckningsböcker. Om blocket är gjort av 32-sidiga anteckningsböcker, jämfört med 16-sidiga anteckningsböcker med samma limförbrukning, är limstyrkan hos anteckningsböckerna cirka 10-15% högre på grund av ökningen av limbredden mellan ryggvecken av intilliggande anteckningsböcker.
Pappers fukthalt. Komprimeringskoefficienten för block och styrkan hos den självhäftande sömmen i papper med låg luftfuktighet ökar vid användning av PVAD utspädd till 40-45% torrsubstanshalt, men styrkan hos den självhäftande filmen minskar avsevärt. Papper med låg luftfuktighet i det första steget av bildningen av en självhäftande söm absorberar mycket intensivt fukt från limmet, vilket försämrar vätbarheten hos papperet med lim och styrkan hos den självhäftande sömmen. Om block med låg (mindre än 5%) luftfuktighet tas emot för limning av ryggraden, bör limkoncentrationen minskas något. Styrkan för att limma anteckningsböcker kan ökas om ryggarna på blocken beläggs två gånger med lim: sekventiellt utspädd och koncentrerad PVAD.
Bibliografi
Handbok för trycktekniker. Del 6. Häftesbindningsprocesser/Comp. L.G. Granskaya, O.B. Kuptsova. - M.: Bok, 1985.
Teknik efter tryckprocesser. D.V. Vorobyov 2000.
För att förbereda detta arbete användes material från platsen
I industriföretag bör om möjligt produktionen av komplexa anteckningsböcker undvikas, eftersom individuella beställningsböcker måste separeras och vidarebearbetas efter vikning. Detta kräver alltför höga logistikkostnader och särskild samordning vid planering av orderuppfyllelse. Korrekt produktdesign hjälper till att eliminera flaskhalsar. Tryckta produkter får ett sådant utseende att det inte längre behövs något förarbete. Till exempel,
Du bör inte använda de yttre anteckningsböckerna i ett block på 2 eller 4 sidor;
istället för att klistra in illustrationer i anteckningsböcker, planeras illustrationsblad i ett anteckningsblock och bilder appliceras på dem.
En möjlighet att minimera alltför höga tekniska kostnader under förberedelseperioden ligger i integrationen av de initiala processtegen i de preliminära (viknings-) eller slutliga processfaserna (t.ex. sammanställning).
Detta görs ofta vid limning av kartor på tidningsblad och vid limning av slutpapper till ett anteckningsblock.
Bearbetningen av anteckningsböcker i ett separat skede av processen utförs av maskiner för limning av ark eller anteckningsböcker (fig. 4). Maskiner kan:
limma fast enskilda ark eller vikta ark på huvudanteckningsböckerna;
infoga eller klistra in enstaka ark eller vikta ark i mitten av huvudanteckningsböcker;
fästa enstaka ark eller vikta ark till huvudanteckningsböcker (med två eller flera limremsor);
applicera eller bifoga mindre illustrationer på huvudanteckningsböckerna eller i mitten av huvudanteckningsböckerna.
Limning av slutpapperet
Slutpapper är obligatoriska delar av inbundna design, eftersom slutpapper används för att fästa anteckningsboken på omslaget på det första och sista arket. Slutpapper är vanligtvis fyrasidiga anteckningsböcker gjorda av särskilt böjtåligt papper, som limmas med en självhäftande remsa på anteckningsblockets rygg innan det första arket och efter det sista. Vid anslutning av blocket och locket limmas det yttre arket av slutpappret (spegeln) över hela ytan på sidan av locket).
Kombinerad enhet för limning av ark eller anteckningsböcker (Einklebeautomat VEA 520, Hunkeler)
Ett snabbt avbrott i korsningen orsakas av att man överger slutpappret och limmar de första och sista arken av anteckningsbokblocket med locket.
I handbindningsverkstäder används speciella ändpappersdesigner för att göra öppningsgångjärnen särskilt motståndskraftiga mot slitage.
Integration av limning av slutpappret med tillverkningsstadiet för anteckningsboken implementeras i tre alternativ:
genom att använda en flygbladslimmodul i bindningsproduktionslinjer (fig. 6) med självhäftande limning;
genom att använda en modul för limning av slutpapper i produktionslinjer för eftertrycksbearbetning av böcker med trådsöm;
som ersättning för skyddsomslag i sömlösa fästanordningar (fig. 7).
Placeringen av ändpapperslimningssektionen i produktionslinjer för sömlös bindning utförs mellan sorteringsmaskinen och maskinen för sömlös bindning (fig. 6).
I en av de ofta använda tekniska implementeringarna kommer slutpapperna efter att de är uppdelade i guider, som placerar slutpapperna 3–5 mm ovanför ytan av ryggraden på anteckningsbokblocket. Under rörelse beläggs de med lim på en maskin för att applicera en självhäftande remsa och limmas på de inriktade yttre arken på anteckningsbokblocket. I en sömlös bindningsmaskin tas ryggvecken av anteckningsbokblocket bort, men slutpappersvecken behålls. Rötterna limmas ihop, sedan kantas de. Kantremsan ger extra styrka till slutpapperet.
Ett rationellt alternativ är att limma slutpapper med täckmatare i sömlösa bindningsmaskiner. För att göra detta limmas slutpapperna på kantremsan. Detta element i anteckningsbokens design matas genom självläggande omslag till blockets limmade ryggrad (fig. 7) och limmas på den.
Klistra in kort i tidningar (sadelhäftade broschyrer) görs med hjälp av sorterings- och symaskiner.
Ris. 5. Slutpapper vid tillverkning av industriella inbundna omslag

Ris. 6. Anordning för limning av slutpapper på produktionslinjer
Ris. 7. Limmat slutpapper
I det här fallet är enheten för limning av kort antingen installerad istället för notebook-matare i inmatningsmaskiner (Muller Martini), eller placeras mellan matarna.
Kvalitetsproblem vid limning av slutpapper
Under processen att limma slutpapper uppstår tre typer av defekter:
blocket och ändpapperet är förbundna med en limremsa som är för bred och/eller ojämn. Denna nackdel uppträder antingen på grund av att limskiktet är för tjockt eller på grund av användningen av lågabsorberande papper (till exempel bestruket papper), så att limmet pressas ut vid fogarna vid krimpning;
ytan med limskiktet bryts av vid efterföljande bearbetning av bokblocket eller vid användning av slutprodukten. Anledningen till denna brist är användningen av olämpligt lim för limning av slutpapper. Särskilt sker detta vid bearbetning av ark med text som är tryckt över hela arkets yta ända ner till ryggraden, där ytan inte är tillräckligt fuktad med lim. Problemet kan minskas genom att använda bättre flytande lim. Det är dock bäst att inte täta de bundna ytorna;
slutpapperet är limmat med ett stort indrag från anteckningsbokens rygg. Som ett resultat uppstår så kallade "stressar" i anteckningsboken, vilket, när du använder anteckningsboken, kan leda till för tidig förstörelse.

Problemet förklaras i diagrammet (fig. 8). Om slutpappret flyttas för långt från blockets rygg, som den mittersta bilden visar, kommer positionen för slutpapprets öppningsgångjärn och lockvikningen inte längre att matcha. Därför, när locket öppnas (nedre bilden), sträcks de första arken av notebookblocket runt rotationscentrum - vecket mellan locket och baksidan - vilket resulterar i att ökade spänningar bildas i bindningen. Dessa ökade belastningar förstör limfogar, som under normala förhållanden har tillräcklig styrka.
Fråga nr 1. Lista de viktigaste stegen för att göra enkla anteckningsböcker. Arkskjutningsteknik och faktorer som påverkar noggrannheten och prestandan för att trycka.
Att göra enkla anteckningsböcker
Blockschema över TBPP-publikationer i omslaget
Blockschema över TBPP-publikationer i ett bindande omslag
Nomenklaturen för bearbetning av arkmatade tryckta produkter till bokpublikationer, inklusive efterbehandlings- och bokbindningsprocesser, innehåller mer än 70 olika operationer som krävs för att omvandla tryck till förpackningsenheter för boktryckeriernas huvudprodukter. Beroende på volym, design, nivå av konstnärlig design och tryckning, krav på styrka och hållbarhet, kan antalet och sammansättningen av operationer variera avsevärt, men alla kan grupperas i sju eller åtta komplex av sekventiella operationer, som vid en viss skede, i närvaro av källmaterial och eftersläpning av halvfabrikat kan utföras oberoende. På stora tryckerier, för att förbättra organisationen av produktionen, är dessa komplex uppdelade i verkstäder eller avdelningar i en stor verkstad, och i läroboken är de grupperade i sektioner, vilket bidrar till assimileringen av innehållet i TBPP-disciplinen och själva begreppet "teknik": det är inte bara en uppsättning bearbetningsmetoder, förändrade egenskaper och former av material eller halvfabrikat i produktionsprocessen, utan också en strikt lista och sekvens av operationer, borttagning och omarrangering, som kan leda till förlust av viktiga konsumentegenskaper hos produkten, och i bokbindningsprocesser - en bokutgåva.
Att fylla i ett bokblock inte från separata ark, utan från anteckningsböcker är inte bara en hyllning till den uråldriga tekniken för att binda handskrivna och tidiga tryckta böcker, utan också en teknisk nödvändighet. Produktionen av böcker monterade från anteckningsböcker, och inte från enskilda ark (lober), gör att du kan minska arbetsintensiteten och sannolikheten för fel vid montering av blocket, för att välja en metod för fästning och bearbetning som säkerställer god öppningsbarhet, hög hållfasthet och hållbarhet av boken. Det är tekniskt och ekonomiskt möjligt att komponera bokblock från 32-, 16- och 8-sidiga så kallade enkla anteckningsböcker, erhållna med fyra-, tre- och tvåfaldigt vinkelrät symmetrisk vikning, eftersom detta säkerställer minimala tids- och arbetskostnader vid tillverkning av block, hög hållfasthet för sömnadsfästning och god kvalitet på mekanisk bearbetning av ryggraden, full användning av tryckmaskiners tekniska kapacitet och minimala kostnader i pre-press-processer, gör att du kan få maximal styrka och hållbarhet hos böcker.
Tillverkningen av enkla bokanteckningsböcker från utskrifter som erhållits på arkmatade tryckmaskiner inkluderar operationerna att skjuta, trimma och skära ark i bitar, vika, pressa och binda anteckningsböcker och lagra dem tills alla strukturella delar av bokblocket är redo för ytterligare bearbetning.
Skjutande lakan
Justering av kanterna på olika arkmaterial och utskrifter längs två intilliggande ändar av stapeln utförs för att öka tillförlitligheten hos matarna för tryck-, efterbehandlings- och falsmaskiner och kvaliteten på produkterna från pappersskärmaskiner med en kniv. Det är nödvändigt i fall där förskjutningen av ark i en stapel på grund av felaktig funktion av mottagnings- och utmatningsanordningen på arkskärande och arkmatade tryckmaskiner eller vårdslös transport överskrider toleranserna för mängden arkförskjutning för oavbruten drift av matare, för format och noggrannhet av skärande plåtmaterial och produkter. Otryckt papper, utskrifter och olika arkmatade bindningsmaterial kolliderar före utskrift, efterbehandling, skärning och vikning.
Kollisionsteknik
Skjutning av ark sker manuellt, med hjälp av halvautomatiska skjutmaskiner och automatiserade komplexa system, som inkluderar en skjutmaskin. Att skjuta ark manuellt utförs på ett horisontellt bord med en plan och slät yta, vars bredd är något större än diagonalen på de ark som bearbetas. När arbetaren trycker manuellt överför arbetaren en liten (lätt att använda) stapel ark från pallen till tryckbordet, använder speciella tekniker för att bilda "luftsmörjmedel" mellan arken i stapeln, öppnar stapeln med en "stege" ”, jämnar ut det med mjuka slag på bordsytan växelvis längs kanterna av rätt vinkel, sedan förskjuter han med handflatan luften mellan arken och placerar stapeln på matarbordet, skärmaskinen eller på en annan pall . På den kolliderade stapeln markeras rätt kanter med en färgpenna eller, om papperet är avsett för tryckning av omslag och vykort, genom att skära av rätt vinkel upp till 10 mm från dess topp. Vid försegling av framsidan av arket markeras det korrekta hörnet med ett speciellt märke - en smal remsa upp till 3 kvadratmeter lång. på arkets sidokant. Märkena i foten bildar en tydligt synlig rand på ändytan.
Med manuell tryckning är arbetarens arbete hårt och improduktivt: han lyfter och sänker varje pappersbunt på bordsytan från 2 till 6 gånger och bearbetar upp till 4 ton papper per skift. I små och medelstora tryckeriföretag används sorteringsmaskiner som är enkla i design och överkomliga i pris för att sortera. En sådan maskin har en massiv bas, ett bord med två låga väggstopp, ett plåtblåsningssystem och en elektrisk drivning som säkerställer vibration av bordet under tryckprocessen. Under arbetet tar bordet en lutande position, och plåtarna, tack vare luftsmörjning och sin egen tyngdkraft, är i linje med sidoväggarna. Lastning av tryckmaskinen bör göras i små staplar, eftersom med en stor massa av stapeln reduceras effektiviteten av arkuppblåsningen avsevärt och tiden för att rikta arken längs sidoväggarna ökar. Moderna medelstora och stora tryckeriföretag använder automatiserade komplexa system som servar processerna för sortering, skärning och alla relaterade hanteringsoperationer.
Efter sammanställning ska pappersark och utskrifter räknas och staplas i staplar om 500 på pallar i staplar vars höjd inte bör överstiga 1,6 m. Staplarna bör separeras från varandra med remsor av färgat papper för att uppskatta arbetsmängden färdigställt och mängden tillgängligt papper eller halvfabrikat.
Papper och halvfabrikat efter kollidering utvärderas utifrån en enda kvalitetsindikator - kolliderande noggrannhet. Arken i högen måste kollideras (inriktas) exakt, med en tolerans på 3 mm för papper och 4 mm för bokbindning. Noggrannheten av kollisionen bestäms visuellt genom att "sprida" foten längs de rätta kanterna.
Faktorer som påverkar kollisionsnoggrannhet och prestanda
Noggrannheten och produktiviteten för manuell och maskinell kollidering av ark beror på formatet, ytdensiteten, skrymdensiteten, jämnheten och fukthalten hos papperet, såväl som på det genomsnittliga värdet av den initiala förskjutningen av arken och tillståndet hos deras kanter. .
Storformatsark är mindre bekväma att använda och har, allt annat lika, mer massa, så en pappersbunt med färre ark tas för att trycka än med ett medelstort och litet format. Kollisionsprestandan minskar med 17-20 %. Papper med hög ytdensitet, allt annat lika, har högre massa, tjocklek och styvhet, vilket har en dubbel effekt på operationens komplexitet: å ena sidan är det nödvändigt att skjuta pappersstaplar med färre ark, men å andra sidan är tjocka och styva pappersark relativt lätta att rikta in längs kanterna. Av dessa skäl, med en ökning av ytdensiteten på papper för varje 20 %, minskar produktiviteten för att trycka papper med en ytdensitet på över 90 g/m2 med cirka 5 %. Att kollidera ark av tunna papper med låg ytdensitet är svårt på grund av deras låga styvhet. När du riktar ark mot en hård yta på ett bord eller väggarna i en pressmaskin, ökar sannolikheten för att deras kanter blir skrynkliga avsevärt. Med hänsyn till detta har produktionsstandarderna för att trycka papper med en ytdensitet under 55 g/m2 sänkts med cirka 17 %. Tunna typer av papper med låg ytdensitet (till exempel silkespapper med en ytdensitet på 16 g/m2) är i allmänhet omöjliga att kollidera, de jämnas ut genom att klämma fast varje ark på nålar.
Ark av kalandrerat och bestruket papper med hög jämnhet glider över varandra väl och kolliderar lätt. Högkalandrerat papper med en jämnhet på mer än 300 s och bestruket papper före trimning och skärning kan inte skjutas överhuvudtaget, utan riktas in genom att trycka det mot mataren och stoppa när stapeln läggs på bordet i en pappersskärmaskin med ett blad .
Ökad fuktighet i papper gör det svårt att trycka, eftersom detta minskar dess styvhet och ökar friktionskoefficienten. Vid låg (mindre än 5%) luftfuktighet elektrifieras papper lätt genom nära kontakt och friktion mellan arken. Ackumuleringen av laddningar under elektrifiering leder till att ark fastnar, vilket gör det svårt att utföra grundläggande tryckoperationer. Den optimala pappersfuktigheten för denna tekniska process, lika med 7-8 %, kan uppnås vid normal relativ luftfuktighet i verkstaden (60 ± 5) % och efter acklimatisering av papperet i 24 timmar.
Stor initial förskjutning av ark, vågiga, skrynkliga och skadade arkkanter gör det svårt att trycka. Samtidigt, när man laddar plattstackmatare för tryck-, efterbehandlings- och falsmaskiner, kan tryckning utelämnas om den initiala förskjutningen av arken inte överstiger 3 mm. Vid lastning av rundpålmatare på falsmaskiner kan tryckning undvikas även med en större (upp till 10 mm) förskjutning av plåtkanterna.
Fråga nr 2. Karaktärisera och beskriv tekniken för manuella plockprocesser genom insättning och urval.
Att göra bokblock
Produktionen av bokblock hänvisar till två operationer - montering av blocken och deras fastsättning, men dessa är de viktigaste, viktigaste operationerna i tekniken för bokbindningsprocesser, eftersom kvaliteten på deras utförande i högsta grad bestämmer bokens huvudsakliga konsumentegenskaper. -typ publikationer: användarvänlighet och erforderlig hållbarhet.
Kompletterande block med flikar (anteckningsbok i anteckningsbok) används i produktionen av bokpublikationer i små volymer - "tunna" tidningar för olika läsändamål, böcker för förskole- och grundskolebarn, tekniska instruktioner för enskilda operationer, olika dokument (medlemskort, betygsböcker etc.) och vitvaror. Volymen av sådana publikationer och produkter överstiger vanligtvis inte 128 sidor, och blocktjockleken är 6,5 mm. Tjockleken på bokblocket när det monteras med en insats är begränsad eftersom bredden på de yttre delarna av pappersarket efter trimning av blocket eller publikationen vid böjning av de inre skären längs radien R (Fig. 5.1) minskar med en mängd l, proportionell mot blockets tjocklek:
| |
Handledning
Behöver du hjälp med att studera ett ämne?
Våra specialister kommer att ge råd eller tillhandahålla handledningstjänster i ämnen som intresserar dig.
Skicka in din ansökan anger ämnet just nu för att ta reda på möjligheten att få en konsultation.